Ссылки
Глава XVII. Механизированное изготовление мебели
1. Стадии изготовления изделий
Механизированное изготовление мебели включает ряд стадий: предварительный раскрой, сушку заготовок, машинную обработку деталей, склеивание и фанерование, обработку узлов и агрегатов, сборку изделий и отделку.
На крупных мебельных фабриках изготовление изделий осуществляется в ряде цехов (отделений) с разделением каждой стадии на несколько операций.
Чем выше производственная мощность предприятия, т. е. чем больше выпуск изделий, тем больше число выполняемых в каждом цехе операций и количество специализированных станков. В небольших столярных мастерских число станков невелико, и каждый из них используется для производства ряда операций.
Для каждого изделия и его частей устанавливают определенный технологический процесс обработки, предусматривающий последовательность операций, режимы и способы их выполнения, используемое оборудование и пр.
Первичная разметка и заготовка деталей производится согласно заранее составленному чертежу и в соответствии со спецификацией, учитывающей необходимые припуски на обработку. Такая спецификация деталей столярного стула дана к рис. 211.
На изготовляемой детали отмечают номер агрегата и самой детали. Чтобы лучше отличать эти номера, удобнее принять для них разные обозначения, указывая, например, номера .агрегатов римскими цифрами, а номера деталей - арабскими.
Рекомендуется в перечне деталей указывать их размеры в заготовке, чтобы в каждом случае не возникало необходимости обращаться к чертежу. Размеры пишут в определенном порядке: длина, ширина и толщина (высота).
Предварительный раскрой состоит в том, что поступившие со склада доски подвергаются первичной разметке для раскроя их на черновые заготовки на маятниковом и циркульном станках. На бруски разделывают только заготовки крупных деталей: передние ножки, проножки и бруски сиденья; брусочки спинки заготовляют лишь в отрезках. Криволинейные задние ножки рекомендуется заготовлять отрезками и раскраивать после сушки во избежание коробления. Сушат и отрезки и заготовки-бруски.
Механическая обработка деталей производится в станочном цехе (отделении). Прежде всего распиливают на циркульном станке отрезки на брусочки. Затем острагивают последние в размер и под профиль на фуговальном, рейсмусовом и калёвочном строгальных станках. Строганые детали торцуют по длине и, если это нужно, криволинейно выпиливают на торцовом и ленточном станках, зашиповывают на шипорезных станках, а профили и фальцы отбирают на фрезерных.
Гнезда в профилированных и зашипованных деталях выбирают у задних ножек на сверлильно-долбежном станке, а у передних - на цепно-долбежном.
Сборка изделий на клею (как и промежуточная сборка агрегатов) производится в механических, пневматических или полумеханические ваймах. После просушки изделия поступают на последующую механическую обработку.
Детали и склеенные агрегаты окончательно обрабатывают в станочном отделении зачищая и шлифуя на шлифовальных станках. После этого детали и агрегаты отправляют на промежуточный склад или непосредственно в сборочное отделение для склеивания и сборки.
Склеивание-сборка стула. Вначале собирают на клею передок, торцуют после просушки и цинубят верх для лучшей приклейки сиденья. После сборки спинки и задка делают сборку стула и приклеивают рамку сиденья. Для сборки отдельных частей стула в остов применяют специальные механические или пневматические ваймы.
Отделывают изделие после того, как оно очищено от клея, проверена правильность сборки, качество изготовления и устранены все дефекты. Вначале подготовляют поверхность, затем бейцуют с необходимой сушкой и выдержкой. Бейцованые поверхности протирают, производят мастиковку, сушку и шлифовку. Первое покрытие лаком сушат, шлифуют, затем вторично покрывают лаком и т. д. Практикуется завершающая операция отделки - располировка, после чего готовое изделие отправляют на окончательный осмотр (бракераж).
Последовательность стадий технологического процесса различна и обусловлена характером выпускаемых столярных изделий.
Технология выполнения какой-либо детали или изделия устанавливается на основании размеров и технических условий на изготовление. В соответствии с этим устанавливают стадии обработки, необходимое оборудование (станки, инструменты) и время на обработку в каждой стадии Такие данные о технологии изготовления детали указываются в составляемых на производстве операционных карточках обработки детали.
В табл. 115 приведен перечень операций по механизированной обработке типовых заготовок и деталей.
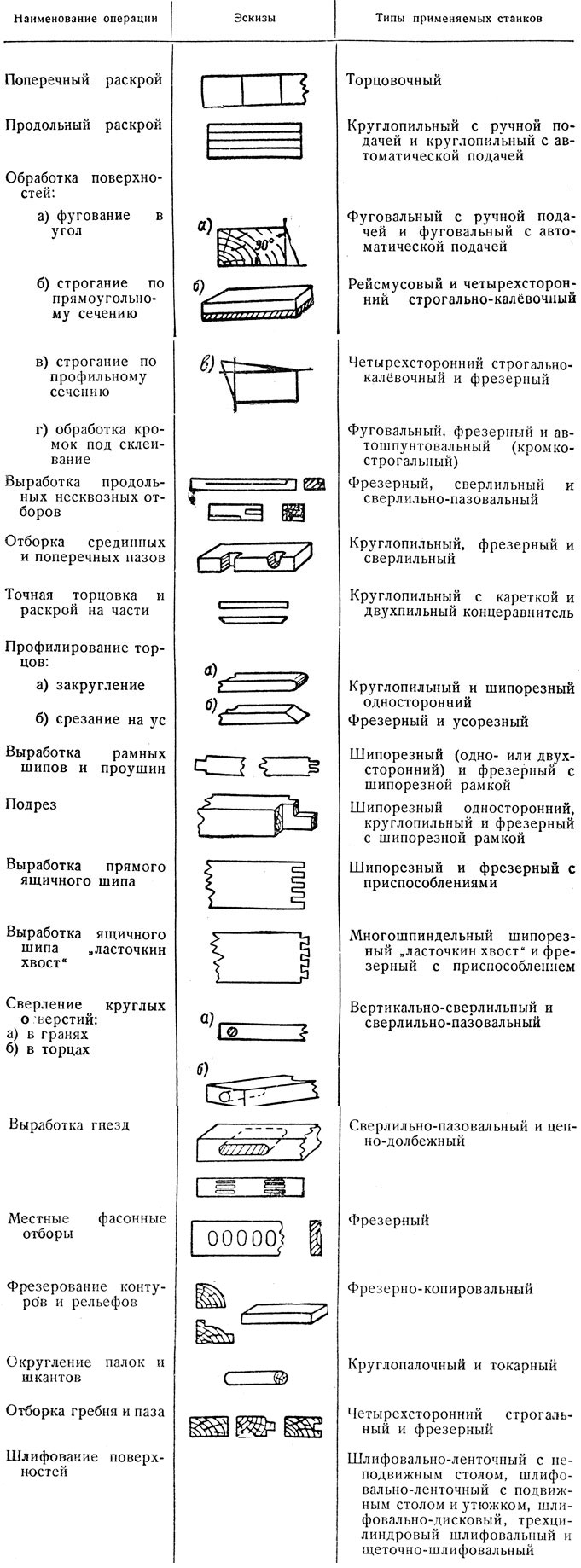
Таблица 115. Перечень операций по обработке типовых заготовок и деталей
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'