Ссылки
6. Допуски и посадки в деревообработке
Форма и размеры изготовленных деталей в той или иной степени отклоняются от указанных на чертеже, так же как и чистота обработки поверхности. Погрешности обработки могут заключаться в нарушении формы: неплоскостность, непрямоугольность, непараллельность сторон, овальность и т. п.; в нарушении размеров и в наличии на поверхности неровностей и шероховатостей.
На точность обработки влияет ряд производственных факторов: геометрическая точность станков, приспособлений и инструментов, методы и точность настройки станков, последовательность операций и приемы их выполнения.
Для достижения требуемой точности при обработке соблюдают следующие правила.
До механической обработки древесный материал должен быть соответственно высушен. Увлажненные в процессе склеивания или другой обработки детали и узлы могут подвергаться окончательной механической обработке только после возвращения их влажности к равновесной или близкой к ней.
Система допусков и посадок (ГОСТ 6449-53) определяет требуемую точность обработки и условия сборки деталей, узлов и изделий из древесины, фанеры, столярных плит и тому подобных материалов, обеспечивающую необходимую прочность или плотность или взаимную подвижность сопрягаемых частей изделия.
Установлены следующие основные понятия и определения (рис. 220).
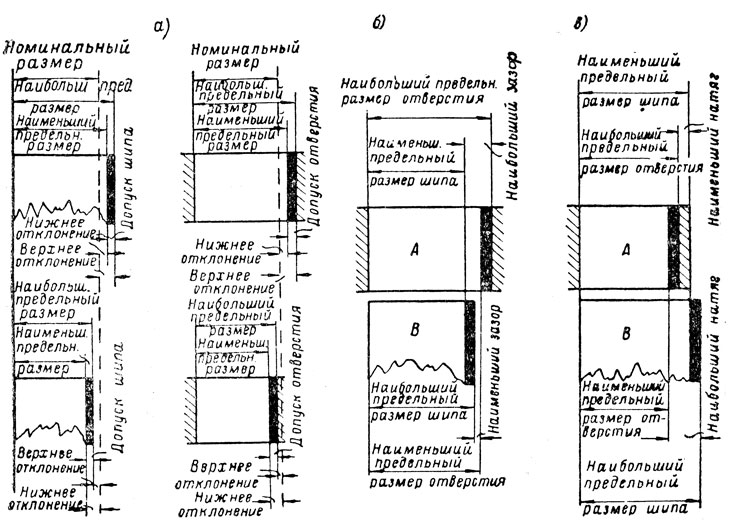
Рис. 220. Допуски и посадки: а - наибольший и наименьший предельные размеры; б - зазоры; в - натяги: А - отверстие; В - шип
Номинальным называется размер детали, узла или изделия, полученный расчетным путем и указанный на чертеже, а действительным - размер обработанной детали, определяемый измерительным инструментом. Номинальные размеры, как правило, округляются до целого числа миллиметров.
Предельные наибольший (верхний) и наименьший (нижний) размеры указывают пределы, между которыми должен находиться действительный размер.
Допуск представляет собой разность между верхним и нижним предельными размерами и характеризует величину допускаемых отклонений в точности обработки надлежаще изготовленной детали или соединения. Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а между номинальным и наименьшим предельным размерами - нижним отклонением.
При соединении двух деталей, входящих одна в другую, различают внешнюю охватываемую и внутреннюю охватывающую поверхности. Охватывающая поверхность носит общее название "отверстие" (гнездо), а охватываемая - "вал" (шип). Размер отверстия (гнезда) является основным, а размер шипа - присоединительным. Свободными размерами называются несопрягаемые размеры.
Зазор - положительная разность между размерами отверстия (гнезда) и шипа создает ту или иную степень свободы их относительного движения. Наибольший зазор представляет собой разность между наибольшим предельным размером отверстия и наименьшим предельным размером шипа.
Натяг - отрицательная разность между размерами отверстия и шипа до сборки, образующая после сборки ту или иную степень плотности и прочности неподвижного соединения. Он может быть наибольшим - разность между наименьшим предельным размером отверстия и наибольшим предельным размером шипа, - и наименьшим.
Допуск зазора или натяга или допуск посадки представляет собой разность между наибольшим и наименьшим зазором или наибольшим и наименьшим натягом и равен сумме допусков отверстия и шипа.
У обеих деталей соединения номинальный размер отверстия и шипа должен быть один и тот же, в связи с чем его называют номинальным размером соединения.
Величины оптимальных натягов и зазоров для строительных деталей и мебели приведены в табл. 111.
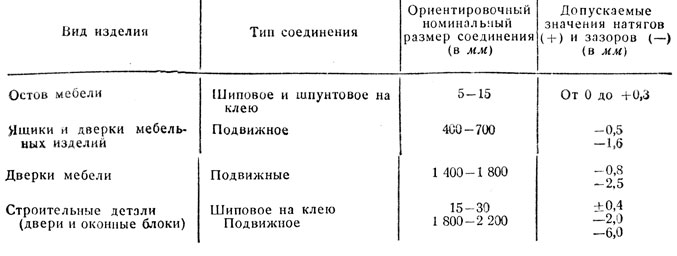
Таблица 111. Оптимальные натяги и зазоры
При установлении допусков различают два сопрягаемых размера - основной и присоединительный. Основной размер определяется номинальным размером и принятыми допусками. Присоединительный размер определяется теми же данными, но с учетом посадки, т. е. допустимых величин зазоров и натягов.
В шиповых и шпунтовых соединениях за основной размер (охватывающий) принимают ширину гнезда, проушины и шпунта, а за присоединительный (охватываемый)-толщину шипа и гребня.
В рамках для поперечных брусков основным размером по длине будет внутренняя ширина собираемой рамки, а присоединительным - расстояние между заплечиками поперечных брусков.
Для дверок любого изделия основным считают размер проема, в котором они должны размещаться, а присоединительным - ширину дверок.
В зависимости от степени натяга системой допусков и посадок предусматриваются следующие виды посадок:
- прессовая (∂Пр), характеризующаяся нулевой величиной наименьшего натяга;
- тугая (∂Т), имеющая наибольшие натяги и применяющаяся в срединных соединениях (средник с брусками обвязки дверных полотен, горбыльков с брусками обвязки оконных переплетов и т. п.);
- напряженная (∂Н), применяемая в концевых соединениях деталей (на одинарных шипах);
- плотная (∂П), которая может иметь как зазор, так и наименьший натяг и применяется в шпунтовых соединениях, в концевых соединениях рамок с двойным шипом и при сборке деталей в агрегат;
- скользящая (∂С), применяемая без натяга в соединениях филенок с обвязками, полика ящика и т. п.;
- ходовая (∂Х), имеющая минимальный зазор и применяющаяся для дверок мебельных изделий и т. п.;
- легкоходовая (∂Л), характеризующаяся максимальной величиной наименьших зазоров и применяющаяся для выдвижных ящиков и для изделий, размеры которых подвержены изменениям вследствие колебаний влажности (входные двери).
В мебельном производстве наиболее употребительными посадками являются: для концевых соединений напряженная посадка 2-го класса; в серединных - тугая; в шпунтовых - плотная.
Размеры углов в проемах изделий могут иметь отклонения только в сторону превышения (со знаком плюс).
Виды посадок в соединениях узлов мебели и их обозначения приведены на рис. 221.
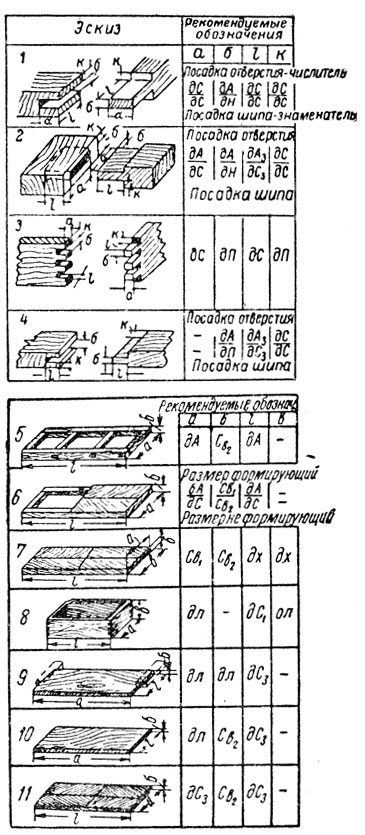
Рис. 221. Обозначения допусков и посадок в соединениях мебельных деталей и узлов: 1 - шип-проушка; 2 - шип-гнездо; 3 - открытое гнездо; 4 - в шпунт и гребень; 5 - рамки и коробки; 6 - стенки боковые; средние и задние; 7 - двери щитовые и рамочные; 8 - ящики и полуящики; 9 - полки выдвижное; 10 - полки на полкодержателях; 11 - филенки, днища и заглушины
Предельные отклонения от номинальных размеров сопрягаемых деталей и узлов устанавливаются в зависимости от класса точности и посадок.
В деревообрабатывающих производствах применяются 3 класса точности обработки сопрягаемых деталей.
1-й класс точности применяют в сопряжениях, к которым предъявляются высокие требования, характеризуемые очень малыми размерами натягов и зазоров.
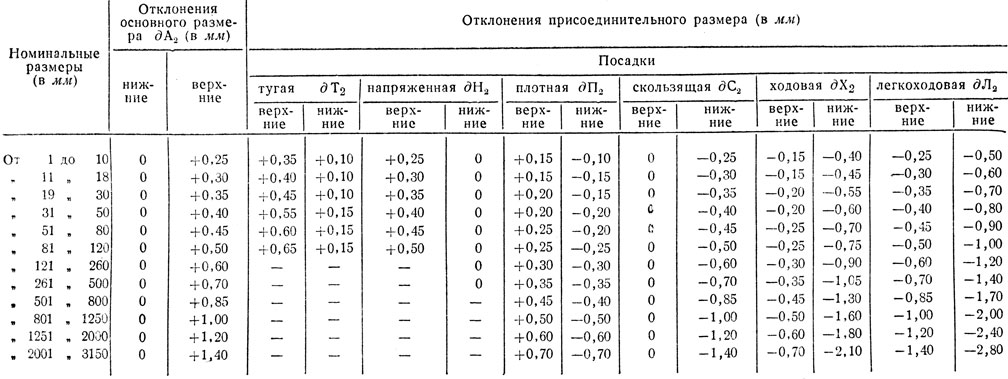
Таблица 112. Допуски при 2-м классе точности
По 2-му классу точности изготовляются детали и изделия бытовой мебели; такие сопряжения хараrтеризуются средними величинами натягов и зазоров. Предельные отклонения присоединительного размера по этому классу приведены в табл. 112.
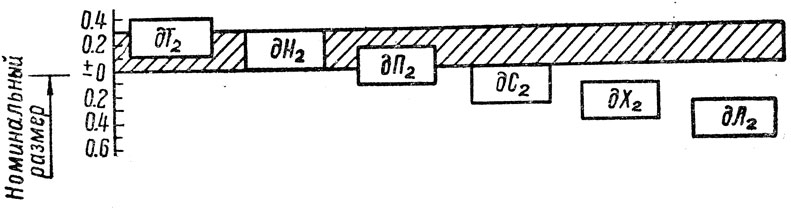
Рис. 222. Схема посадок 2-го класса точности для размера 10-18 мм (к табл. 112)
3-й класс точности применяют в сопряжениях, к которым предъявляют невысокие требования, но обеспечивающие взаимозаменяемость деталей и узлов (большинство сопряжений оконных переплетов, дверных полотен, паркета и стеновых панелей). Предельные отклонения присоединительного размера по этому классу приведены в табл. 113.
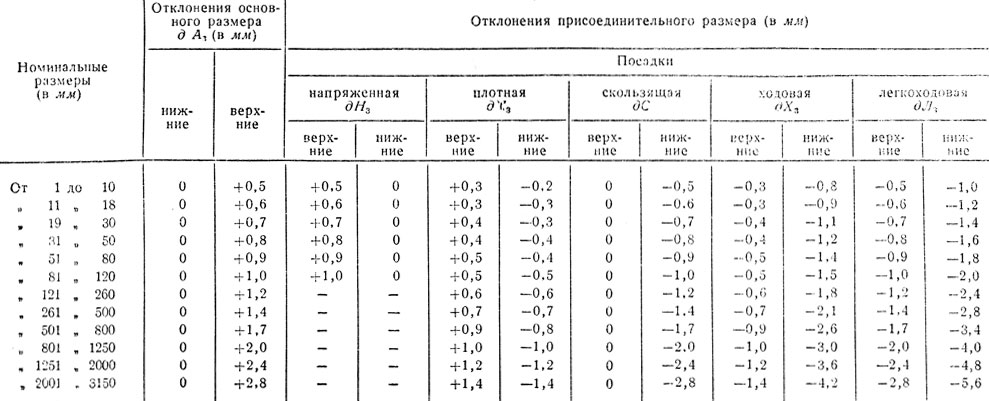
Таблица 113. Допуски при 3-м классе точности
Предельные отклонения на чертежах указываются после номинального размера соответствующим числом (со знаком плюс или минус) или буквенным обозначением посадки с указанием класса точности.
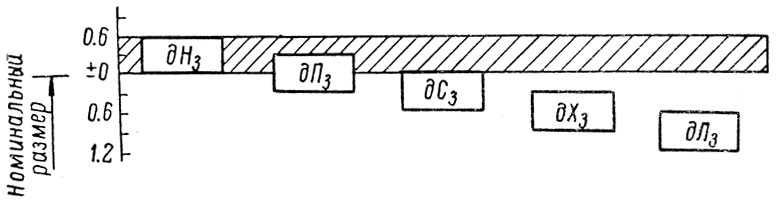
Рис. 223. Схема посадок 3-го класса точности для размеров 10-18 мм (к табл. 113)
Примеры обозначений допусков и посадок.
Предельные отклонения основного размера (отверстия) в 40 мм 2-го класса точности:
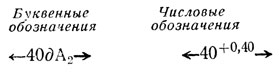
Это означает, что, например, длина гнезда должна быть не более 40,4 мм и не менее 40 мм. Нижнее отклонение не проставлено, что означает его равенство нулю.
Предельное отклонение шипа размером в 30 мм 2-го класса точности при плотной посадке:

Это означает, что толщина шипа должна быть не более 30,2 мм и не менее 29,85 мм.
Предельные отклонения размеров деталей в собранном виде при номинальном размере соединения в 500 мм:
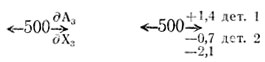
Основной размер - ширина проема - должен быть в пределах от 500 до 501,4 мм, а ширина створки - от 499,3 до 497,9 мм.
В числителе дается обозначение отклонений отверстия, а в знаменателе - шипа, обработанного по 3-му классу точности при ходовой посадке, например для установки створки в оконный проем.
Кроме основного и присоединительного, различают свободные размеры, т. е. несопрягаемые размеры, точность которых определяется в зависимости от условий изготовления и габаритных размеров изделия. Допуски на свободные размеры, которые не влияют непосредственно на характер соединения, назначают согласно данным табл. 114 для столярных соединений в основном по второму и третьему рядам.
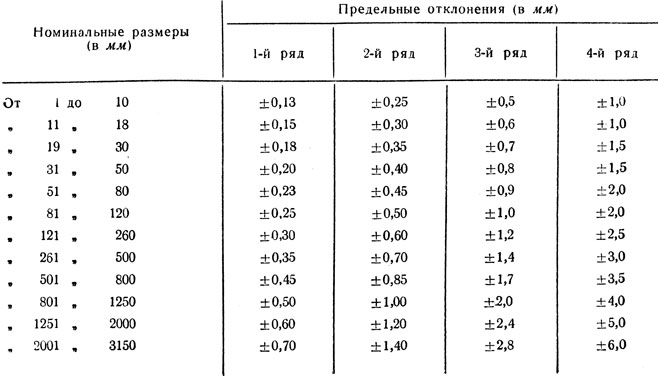
Таблица 114. Свободные размеры
При применении системы допусков и посадок и при изготовлении взаимозаменяемых деталей точность обработки контролируется специальными инструментами - калибрами.
Различают калибры нормальные применяемые в случаях, когда не предъявляется высоких требований к точности проверяемых размеров (например при контроле фасонных контуров-калёвок, галтелей, штапиков и т. п.), и предельные, используемые тогда, когда колебания размеров деталей ограничиваются предельными отклонениями, обеспечивающими получение требуемого характера сопряжения деталей.
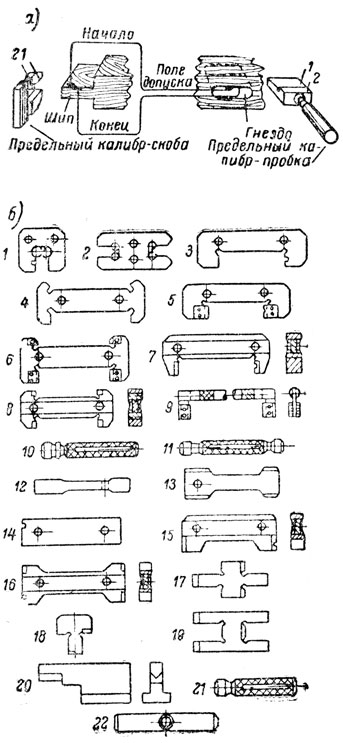
Рис. 224. Предельные калибры: а - графическое изображение системы предельных калибров: 1 - проходная сторона; 2 - непроходная сторона; б - типы предельных калибров: 1 - скоба односторонняя металлическая 10-20 мм; 2 - двухсторонний 10- 20 мм; 3 - односторонняя 120-800 мм; 4 - двухсторонняя 120-800 мм; 5 - односторонняя сборная металлическая 120-800 мм; 6 - двухсторонняя 120-800 мм; 7 - односторонняя сборная из клееной древесины с металлическими накладками 800-2000 мм; 8 -двухсторонняя сборная 800-2000 мм; 9 - односторонняя сборная металлическая 800-2000 мм; 10 - пробка односторонняя металлическая 6-18 мм; 11 - пробка двухсторонняя металлическая 6-18 мм; 12 - нутромер двухсторонний металлический 3-18 мм; 13 - пробка двухсторонняя металлическая для контроля длины продолговатых гнезд 6-120 мм; 14 - нутромер 120-800 мм; 16 - нутромер односторонний сборный с металлическими накладками 800-2000 мм; 16 - нутромер двухсторонний сборный с металлическими накладками 100-2000 мм; 17 - глубиномер двухсторонний металлический 1-50 мм; 18 - уступомер двухсторонний металлический 1-50 мм; 19 - высотомер двухсторонний металлический 1-50 мм; 20 - предельный калибр для контроля высоты заплечика 3-18 мм; 21 - пробка контрольная металлическая 1-18 мм; 22 - стержень контрольный металлический
Предельные калибры (рис. 224) позволяют находить данный размер в определенных предельных значениях без выявления действительной величины размера детали, в связи с этим калибр имеет два размера: один, равный наибольшему, а другой - наименьшему предельному размеру детали.
Калибры, используемые для контроля основного размера (отверстия), носят название пробки, а для контроля присоединительного размера - скобы.
На калибре размеры располагаются на одной стороне (односторонние калибры) или по обеим сторонам (двухсторонние калибры). Один из этих размеров называется проходным ПР (наибольший у скобы и наименьший у пробки), а другой - непроходным НЕ (наименьший у скобы и наибольший у пробки).
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'