Ссылки
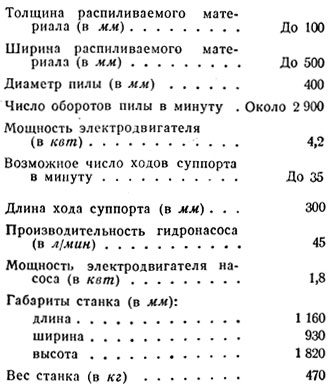
3. Пильные станки
Продольную и поперечную распиловку досок- и брусьев выполняют главным образом на станках с круглыми (дисковыми) пилами. Для криволинейной и под различными углами распиловки служат ленточно-пильные станки.
Маятниковая пила (рис. 113) применяется для поперечной распиловки досок и брусков.
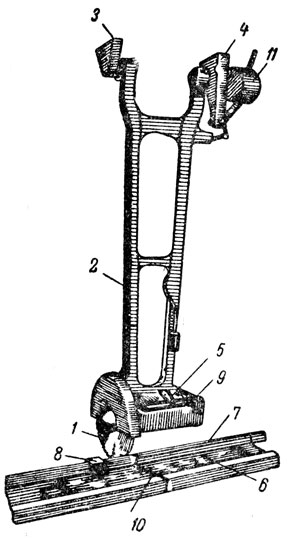
Рис. 113. Маятниковая пила: 1 - пильный диск; 2 - рама; 3 - кронштейн; 4 - компенсатор; 5 - электродвигатель; 6 - стол; 7 - направляющая линейка; 8 - упор; 9 - рукоятка; 10 - прорезь; 11 - противовес
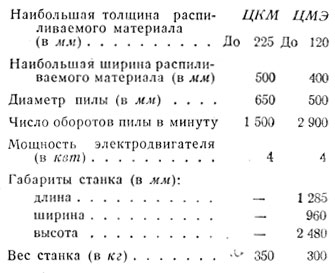
Станок типа ЦКМ имеет рабочий вал с пильным диском и шкивами для, привода. Вал установлен на качающейся раме, подвешенной на кронштейнах к стене или потолку здания. Электродвигатель помещен на консоли рамы, и передача вращения пильному диску осуществляется посредством ремня, идущего со шкива двигателя на шкив пильного вала. Со стороны рабочего ременная передача закрыта щитком.
У электрифицированного станка типа ЦМЭ пильный диск крепится на валу специального, электродвигателя, установленного на месте пильного вала.
Распиливаемый материал укладывают на деревянный стол (верстак), снабженный линейкой с переставными упорами. Пила снабжена противовесом, отклоняющим качающуюся раму и вместе с ней пильный диск к стене за пределы стола. Распиливание происходит при надвигании (подтягивании) пилы за рукоятку на себя.
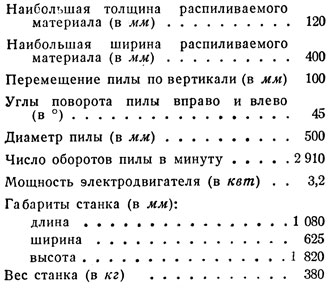
Маятниковая шарнирная пила (рис. 114) имеет пильный диск, насаженный на вал электродвигателя, и систему рычагов, шарнирно соединенных между собой и служащих для подачи суппорта с пилой на распиливаемый материал.
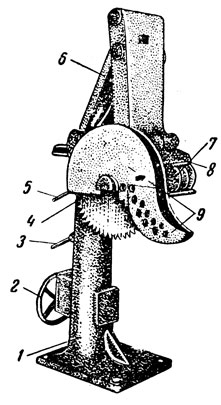
Рис. 114. Маятниковая шарнирная пила: 1 - стойка; 2 - маховичок механизма подъема; 3 - ручка установки по высоте; 4 - пильный диск; 5 - ручка установки при повороте; 6 - рычажная система; 7 - электродвигатель; 8 - скоба; 9 - ограждение (кожух)
Рабочий узел смонтирован на стойке и с помощью винтового устройства и маховичка может быть установлен на нужной высоте в соответствии с диаметром пилы, толщиной заготовки или глубиной пропила, а также повернут на требуемый угол для косого распила.
Находят применение балансирные пилы, у которых рама, в отличие от маятниковой, расположена горизонтально, а пильный диск при распиловке выводится из-под стола с помощью ножной педали, отчего такие пилы называют педальными.
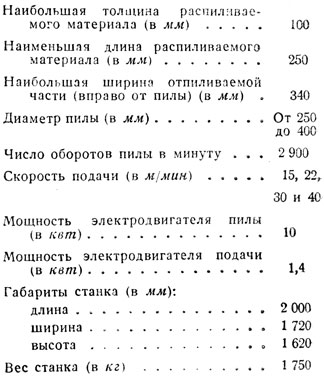
Торцовочный станок (ЦП) с прямолинейным движением суппорта (рис. 115, а) обеспечивает более точное и прямолинейное распиливание, чем маятниковая пила. Пильный диск и электродвигатель установлены на суппорте с хоботообразными направляющими, передвигающимися в обойме. Обойма закреплена на поворотной подъемной колонке, чем обеспечивается возможность распиливания под углом и на различной высоте.
Распиливание происходит при надвигании пилы за рукоятку на себя.
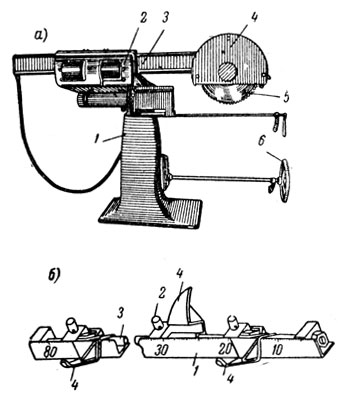
Рис. 115. Торцовочный станок: а - общий вид: 1 - стойка станины; 2 - подъемно-поворотный хобот; 3 - суппорт; 4 - кожух; 5 - пильный диск; 6 - штурвал механизма установки пилы по высоте; б - направляющая линейка Гахова: 1 - линейка с делениями; 2 - стопорный винт упора; 3 - направляющий стержень; 4 - упоры-ограничители (один откинут за линейку)
Для облегчения подачи в обойме установлены шарикоподшипники, по которым перемещаются направляющие. Такие станки более удобны в работе, чем маятниковые пилы.
Более совершенные модели (ЦПА) снабжаются механизированной подачей с помощью гидравлического устройства.
Рабочий стол станка, изготовленный из дерева, устанавливается на деревянных или металлических стойках и снабжается направляющей линейкой и упорами.
Для поперечной распиловки на станках без разметки наиболее удобной является направляющая линейка (рис. 115,6), снабженная делениями и откидными упорами (ограничителями). Упоры устанавливают и закрепляют в нужном положении, а те из них, которые при раскрое не требуются, могут быть откинуты за линейку.
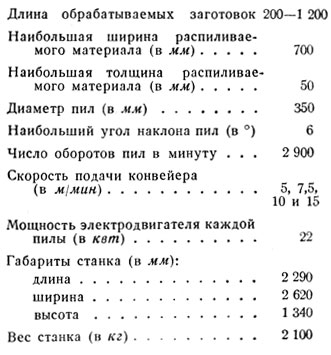
Двухпильный концеравнитель (Ц2К120) применяется для массовой и точной нарезки по длине досок и брусков. На станке установлены два электрических пильных суппорта на колонках. Одна из колонок перемещается по направляющим станины и может быть установлена сообразно отпиливаемой длине заготовки. Подача заготовок осуществляется двух-цепным конвейером, снабженным упорами для подаваемых заготовок и магазином для закладки.
Круглопильные станки применяются как для поперечной, так и продольной распиловки и распиливания под углом. Станки, используемые для тех и других целей, называемые универсальными, снабжаются направляющими линейками, упорными приспособлениями и каретками. Для распиливания под углом станки делают с наклонным столом или наклонным шпинделем.
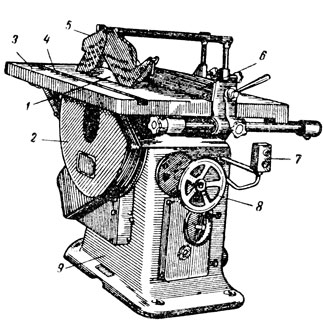
Рис. 116. Универсальный ( круглопильный станок: 1 - пильный диск; 2 - кожух ограждения пильного диска; 3 - рабочий стол; 4 - прорезь стола; 5 - верхнее ограждение пильного диска; 6 - направляющая линейка; 7 - щиток кнопочного управления; 8 - маховичок подъемного механизма; 9 - станина
Круглопильные универсальные станки (циркульные пилы) (рис. 116) являются наиболее распространенными станками для распиловки древесины. Их применяют главным образом для продольной распиловки. На рабочий вал надевают и закрепляют круглый пильный диск.
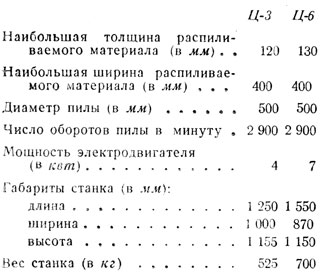
Пильный вал простых станков (Ц-3) устанавливают на деревянной или чугунной станине со столом, снабженным направляющей линейкой. Вал приводится во вращение электродвигателем при помощи ременной передачи.
В целях безопасности работы пильный диск закрывают кожухом с отражателем против обратного выталкивания распиливаемого материала.
Для предупреждения зажимания диска распиливаемой вдоль волокон древесины служит устанавливаемый за диском циркульной пилы стальной расклинивающий нож (рис. 117, а). Расстояние между ножом и зубьями пилы должно быть не более 5-8 мм.
Стол станка (Ц-6) может быть с помощью ручного маховичка и винта установлен на нужную высоту. На столе имеются канавки для укрепления в них упорного угольника и других приспособлений.
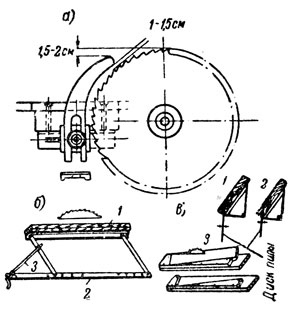
Рис. 117. Приспособления к круглопильным станкам: а - установка расклинивающего ножа; б - направляющая линейка Нечунаева к циркульной пиле: 1 - линейка; 2 - опорная планка; 3 - установочный винт; в - шаблоны: 1 - для выборки треугольного шпунта; 2 -для косой опиловки кромок; 3 - для косого распиливания досок
Заточку дисковых пил производят, как правило, на приводных точильных станках. Пильный диск устанавливают на валу так, чтобы при вращении он не давал отклонения в боковые стороны и по окружности. При установке диска тщательно проверяют правильность его центровки (совпадение центра диска с осью вала), плотность примыкания шайб к
диску и равномерность заточки и разводки зубьев. Неравномерность заточки зубьев исправляют фуговкой и последующей заточкой.
Распиловку на циркульной пиле производят обычно с помощью направляющей линейки. Весьма удобной является линейка Нечунаева (рис. 117, б), которую переставляют в нужное положение посредством установочного винта всегда строго параллельно брусу, укрепленному, в свою очередь, параллельно пильному диску. При пользовании этой линейкой отпадает необходимость проверять параллельность линейки пильному диску.
При продольном распиливании станочник укладывает заготовку на стол так, чтобы кромка ее прилегала к направляющей линейке, и подает по плоскости стола на пильный диск.
Применяя простые приспособления (рис. 117, в), можно выполнять на круглопильном станке сложные операции: выбирать четверти, пазы, выделывать гребни шпунтового соединения, зарезать шипы и проушины, производить поперечный пропил под разными углами.
Более производительны кругло-пильные станки с механической подачей.
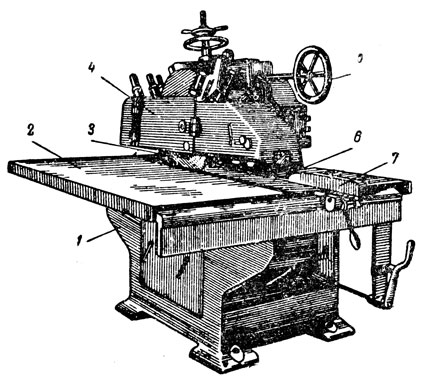
Рис. 118. Станок для продольного распиливания с гусеничной подачей: 1 - станина, 2 - рабочий стол; 3 - пильный диск; 4 - защитное приспособление; 5 - маховичок регулятора высоты; 6 - подающий конвейер; 7 - направляющая линейка
Однопильный станок ЦДК-4 (рис. 118) с гусеничной подачей и пильным диском, расположенным над столом, предназначен для распиливания досок, планок, брусков и щитов. Прижим материала к конвейеру производится роликами, расположенными на суппорте и устанавливаемыми в зависимости от толщины обрабатываемого материала. Для направления материала стол снабжен линейкой.
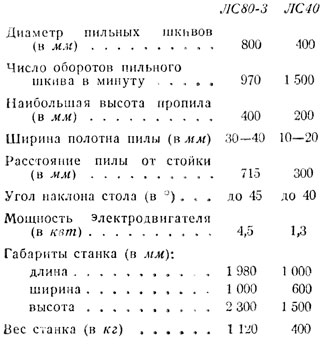
Ленточно-пильный станок (рис. 119, а) предназначен для фигурного (криволинейного) распиливания. Режущим инструментом служит бесконечное пильное полотно, которое огибает два шкива (воробы). Один из них (верхний) холостой, а другой (нижний) соединен с приводом. Холостой шкив может перемещаться в вертикальном направлении, чем осуществляется натяжение пильного полотна. Сила натяжения регулируется грузом, передвигаемым по рычагу, служащему опорой для подшипников шкива.
В столярно-механических производства применяют станки малой (ЛС40) и средней мощности (ЛС80).
Направление движения пильного полотна - сверху вниз. Деталь укладывают на стол и вручную надвигают ее на полотно. Применяется полотно шириной до 20 мм. Чем круче кривая пропила, тем полотно должно быть уже. Для того чтобы устранить при распиливании чрезмерный прогиб полотна и сдвигание o его со шкива, с затылочной стороны полотна ставят направляющее устройства упорными Рейками (рис. 119, б).
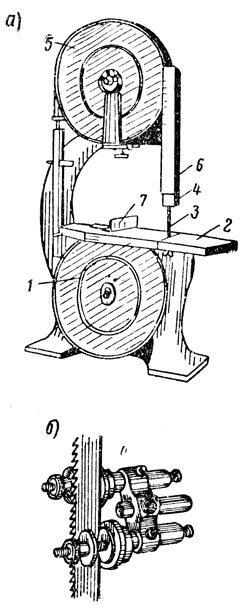
Рис. 119. Ленточно-пильный станок: а - общий вид: 1 - нижний шкив; 2 - стол; 3 - ленточная пила; 4 - направляющее устройство для пилы; 5 - верхний шкив; 6 - ограждение; 7 - направляющая линейка; б - направляющее устройство
Недостатком ленточно-пильных станков является сравнительно частый обрыв пильной ленты, происходящий от чрезмерного ее натяжения и плохой спайки мест соединения. Пайку разорвавшегося полотна производят медью на специальном станке при помощи паяльной лампы или на электроаппарате.
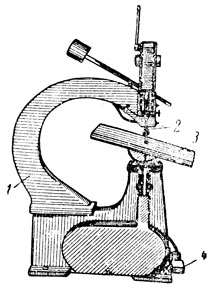
Рис. 120. Лобзиковый (ажурный) станок: 1 - станина; 2 - пилка; 3 - рабочий стол; 4 - педаль включения и выключения
Лобзиковый выпиловочный (ажурный) станок (рис. 120) предназначен для фигурного выпиливания по контуру и внутри детали. Съемное пильное полотно может быть продето через просверленное отверстие (наподобие ножовки с узким полотном), что позволяет выпиливать деталь в любом месте. Пильное полотно закрепляют в верхнем суппорте (ползуне), подвешенном к пружинному устройству. Нижний конец полотна прикрепляют к нижнему суппорту, соединенному с шатуном, насаженным на кривошип привода. При вращении привода кривошип через шатун придает нижнему суппорту, а вместе с ним и пильному полотну поступательное движение вверх и вниз. При движении полотна вниз режется древесина и натягивается пружина, а при обратном движении пружина оттягивает полотно вверх, предупреждая возможное изгибание полотна при зажиме его древесиной. Станок снабжают сверлом для оверления отверстий.
Стол станка делают наклонным,, для того чтобы можно было производить косое распиливание.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'