Ссылки
§ 37. Сборка изделий мебели, упаковка и транспортирование
Сборка изделий. Процесс сборки изделий для лежания - наиболее материалоемкий и трудоемкий. В диванах-кроватях, креслах-кроватях мягкие элементы (спинки и сидения) соединяют между собой либо с помощью механизмов трансформации и фурнитуры, либо прочной тканью (чаще это относится к диванам-кроватям).
Сборку изделий выполняют на конвейерных поточных линиях в такой последовательности: готовые спинка и сиденье рабочими, находящимися с обеих сторон конвейера, переворачиваются так, что рамки-основания находятся вверху, а мягкая их часть внизу; на спинку и сиденье рамок устанавливают пластины механизма трансформации и закрепляют шурупами на обеих сторонах изделия к рамкам основания, соединяя их в одно целое. Соединенные спинку и сиденье переворачивают на 180° и устанавливают на коробку основания изделия. В коробке основания (поперечных царгах) предварительно по шаблону просверлены по два отверстия. Нижнюю пластину механизма трансформации устанавливают перемещением рычагов механизма так, что ее два отверстия совпадают с отверстиями в поперечных царгах коробки основания. В отверстия вставляют болты, и с внутренней стороны коробки болты закрепляют гайками, соединяя тем самым спинку и сиденье с коробкой основания. После монтажа проверяют работу механизма трансформации в положениях диван и кровать. Затем к коробке основания в зависимости от конструкции изделия крепят роликовые или шаровые опоры. Боковые щиты болтами прикрепляют к поперечным царгам коробки основания. Затем окончательно проверяют работу механизма трансформаций. При этом особое внимание обращают на равномерность величины зазора мягких элементов между боковыми щитами, которые должны быть одинаковы, обеспечивая свободное перемещение мягких элементов по отношению к боковым щитам. Не допускается разность величины зазора мягких элементов по отношению к боковым щитам, перекос мягких элементов по отношению к коробке основания и боковым щитам. Хорошее качество сборки обеспечивается качественным выполнением всех операций сборки коробки, сверлением отверстий по размерам чертежа и выверкой их предельными калибрами. Размер величины бортов также должен быть одинаков, что обеспечит сборку изделия в целом без последующих исправлений. При четко отработанных технологических процессах монтаж боковых щитов производится только выборочно, как контрольная операция, а боковые щиты без монтажа укладывают в коробку основания и закрепляют бобышками. Диваны-кровати укладывают в пачки в положении "кровать" мягкими элементами друг к другу, обертывают бумагой и перевязывают шпагатом. Каждую пару дивана-кровати увязывают в пачки из четырех диванов-кроватей. Упакованная пачка устойчива и транспортабельна.
Соединение спинки и сиденья дивана-кровати между собой прочной тканью (двуниткой) производится в тех случаях, когда изделие поставляется в разобранном виде. Спинки и сиденья тканью соединяют скобами с помощью пневмопистолета. Сиденья и спинки раздельно комплектуют в пачки по 10 шт. Боковые щиты, коробки, механизмы трансформации упаковывают в отдельные пакеты. Упакованные элементы изделий сопровождаются инструкцией по монтажу, эксплуатации и уходу за изделием. Мягкие элементы упаковывают в полиэтиленовую усадочную пленку; щиты, коробки и метизы - в картонные коробки, стягивая металлическими лентами. О технике и технологии упаковки изделий и транспортировке в разобранном виде будет сказано ниже.
Мягкие элементы кресел-кроватей соединяют между собой на карточные петли или откидной опорный узел, используемый в положении "кровать", который крепится к рамке основания сиденья на петли или специальные механизмы. В боковых щитах кресла-кровати выбирают пазы определенной конфигурации, позволяющие менять положение спинки. К нижней части спинки на шурупах крепят металлические обоймы с выступающими штырями. Спинка, перемещаясь штырями по пазам боковин, меняет свое положение. В местах, где спинка должна фиксировать свое положение, пазы оснащаются металлическими упорными пластинами, прикрепляемыми к боковым щитам шурупами.
Конструкция кресел-кроватей более технологична для транспортирования в разобранном виде. Мягкие элементы и боковины упаковывают в полиэтиленовую усадочную пленку и картонные коробки.
Собирать рабочее кресло и кресла для отдыха с постоянным положением сиденья и спинки при эксплуатации значительно проще изделий мебели для лежания. Мягкие элементы крепят к собранному каркасу шурупами или винтами по шаблонам-стапелям (а иногда и без них).
Основные требования к конструкции изделий и технологии сборки изделий следующие: конструкция изделия должна обеспечивать возможность замены облицовочного материала мягкого элемента; конструкция изделий мебели с отделениями для хранения постельных принадлежностей должна обеспечивать свободный доступ к ним. Изделия должны иметь приспособления для фиксирования мягких элементов в положении, открывающем доступ к отделениям для хранения постельных принадлежностей. Трансформируемые, выдвижные и раздвижные элементы изделий должны иметь свободный ход без заеданий и перекосов. Разборные конструкции должны обеспечивать возможность неоднократной сборки и разборки. Вкладные и накладные мягкие элементы в изделиях мебели во время нормальной эксплуатации не должны смещаться. Габаритные размеры готовых изделий измеряют с погрешностью не более ±0,5 мм. Предельные отклонения от основных габаритных размеров изделий мебели, если они не предусмотрены технической документацией, не должны превышать ±5 мм. Для изделий мебели, габаритные размеры которых определяются размерами мягкого элемента, предельные отклонения от основных габаритных размеров не должны превышать ± 10 мм.
Упаковка, маркирование, транспортирование и хранение изделий мебели для сидения и лежания должны соответствовать ГОСТ 16371-77.
Упаковка изделий. При упаковке изделий и сборочных единиц мебели в картонные коробки и обвязывании металлическими или пластмассовыми лентами применяют различные по конструкции ручные машинки и механизмы. Ленты из бухты предварительно нарезают на определенную длину. Ленты подводят под коробку или поддон с изделиями, их концы на верхней поверхности упаковочного места заводят внахлест в направляющие упаковочной машинки (рис. 132). Движением рукояток машинки лента натягивается и одновременно концы стягиваются в замок, который получается за счет ступенчатого вдавливания концов лент. В некоторых машинках для стягивания и фиксации концов лент применяют металлические пломбы, в которые вводят оба конца ленты. Обжатием пломб лента фиксируется в натянутом положении.
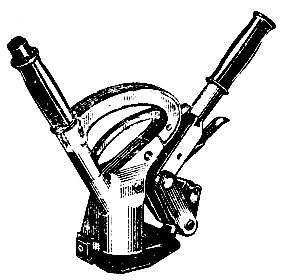
Рис. 132. Машинка для обвязки металлическими лентами
Существуют более производительные машины для обвязки лентами (рис. 133). Эти машины могут обвязывать изделия различных размеров и форм с завязыванием ленты в замок сбоку, сверху, снизу пакета. Принцип работы машины следующий. Бухта с лентой устанавливается в устройство для размотки 3, конец ленты через приемное устройство (магазин-накопитель 2) проводится в направляющее устройство 6 параллельно-подъемного стола 4 и заводится в систему обвязочной головки 1. Штамп обвязочной головки может работать на различной ширине ленты (от 13 до 19 мм).
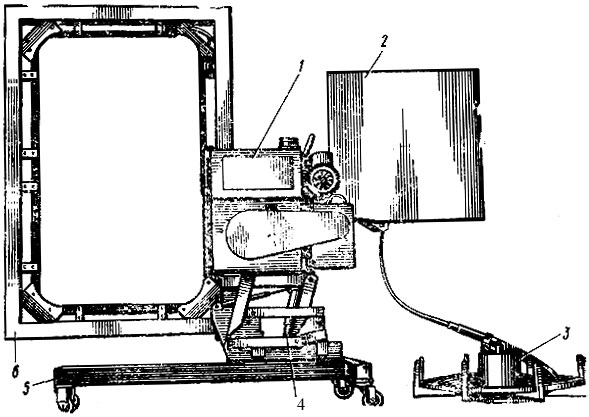
Рис. 133. Машина для обвязки металлическими лентами из бухты: 1 - обвязочная головка, 2 - магазин-накопитель, 3 - устройство для размотки ленты из бухты, 4 - параллельно-подъемный стол, 5 - ходовая тележка, 6 - направляющее устройство для ленты
Параллельно-подъемный стол настраивает обвязочную головку на необходимое положение и размер обвязываемого пакета. Продвижение ленты и завязывание без пломбы осуществляются от электропривода. Прочность в месте завязывания ленты составляет 80...85% прочности ленты. Время завязывания (в зависимости от размеров пакета) 40...10 с. Эти машины могут работать как в конвейерно-поточной линии, так и позиционно.
Для обвязки мебели, упакованной в жесткую деревянную тару, используют упаковочные машины (рис. 134), которые обвязывают, затягивают и завязывают в замок пакет проволокой. Принцип работы такой машины аналогичен принципу работы машины, упаковывающей лентами.
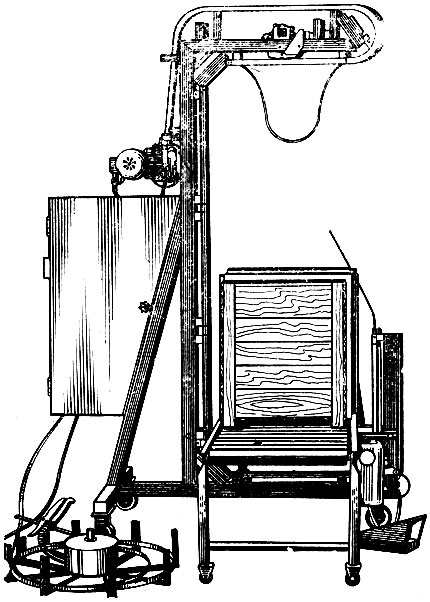
Рис. 134. Машина для обвязки проволокой
В последние годы в зарубежной практике появился новый метод упаковки различных видов изделий и грузов - метод усадочной пленки. Материал для упаковки - усадочная пленка, изготовленная из полиэтилена высокого давления и низкой плотности. Усадочными пленками называются такие пленки, которые при нагревании способны отдавать напряжения, созданные в процессе изготовления пленки или при дальнейшей обработке. Другими словами, пленка, представляющая собой упаковочный объем и надетая на предмет упаковки, после герметизации объема и снятия нагрева плотно закрывает упакованные изделия от внешних воздействий. Для упаковки небольших пакетов используют тонкие пленки, для упаковки больших пакетов - тяжелые, особенно для транспортирования груза на поддонах. Упакованный в усадочную пленку груз (изделие) надежно защищен от влаги, грязи, ударов, толчков и ультрафиолетового облучения.
Транспортирование мебели может производиться в разобранном и собранном виде, автотранспортом, железнодорожным и морским транспортом.
Отгрузка автотранспортом должна производиться в крытых кузовах, а при наличии защитного брезента и увязочных материалов - в открытых. Изделия мебели в кузове и вагоне должны быть прочно закреплены и во избежание потертостей между собой переложены мягкими прокладками. При доставке морским транспортом мебель устанавливают в специальные контейнеры или упаковывают в ящики специальной конструкции.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'