Ссылки
§ 33. Изготовление мягких элементов с применением синтетических настилочных материалов
Использование в производстве мебели синтетических настилочных материалов - поролона и губчатой резины - дало возможность создавать легкие экономичные конструкции мебели различных форм. Особенно видоизменились конструкции мебели без применения пружин и пружинных блоков (кресла, кресла-кровати, банкетки, кушетки). Стало возможным изготовлять мебель с мягкими небольших размеров съемными подушками, с применением каркасов из металла и пенополистирола всевозможных архитектурно-художественных форм и конструкций.
Каркасы из пенополистирола обычно применяют в мебели сложных форм и конструкций, где использование каркасов из дерева неэкономично из-за большой трудоемкости и материалоемкости.
До появления поролона такие конструкции мебели в массовом производстве изготовлять не представлялось возможным, так как настилочные материалы растительного и животного происхождения нельзя было сформировать и закрепить на сложных по форме конструкциях.
Эластичность поролона и его возможность приклеиваться к различным материалам позволили начать производство мебели с каркасами из пенополистирола, различными по форме и конструкции.
Качество и надежность мягких элементов мебели в значительной мере зависит от качества настилочных материалов. Так, срок эксплуатации мебели, изготовленной с применением настилочных материалов растительного и животного происхождения, определяется сроком, при котором эти материалы частично или полностью приходят в негодность (3...5 лет).
Мебель, изготовленная с применением поролона и губчатой резины, в процессе эксплуатации мало изменяется по форме, размерам и своим физико-механическим показателям, гигиенична, удобна, имеет красивый внешний вид.
В технологических процессах изготовления мебели без пружин и пружинных блоков не стало операции по формированию и прошиванию настилочных слоев, сократился объем операций по формированию бортов мягких элементов, прошивке покровных тканей, сократилось наименование и количество перевязочных и прошивочных материалов, резко сократились трудоемкость и цикл изготовления мягких элементов, расширились возможности механизации процессов производства.
С появлением синтетических настилочных материалов улучшились организация производства и трудовых процессов, условия труда, повысилась культура производства предприятий и цехов, изготовляющих мягкую мебель.
Значительно уменьшились нормы расхода покровных тканей, перевязочных и прошивочных материалов, метизов.
Синтетические настилочные материалы применяют в различных технологических схемах и конструкциях мебели.
1. В мягких элементах с использованием пружин и пружинных блоков;
На жестком или эластичном основаниях с двухконусными пружинами;
На жестком или эластичном основаниях с пружинными блоками непрерывного плетения;
На жестком или эластичном основаниях с пружинными блоками из двухконусных пружин, соединенных спиралями;
С пружинными блоками различной конструкции без каких-либо оснований.
2. В мягких элементах без применения пружин и пружинных блоков:
На жестком или эластичном основаниях;
Без каких-либо оснований.
Технологические схемы первой группы обычно применяют при изготовлении крупногабаритной мебели (диваны, диваны-кровати, тахты, отдельные конструкции матрацев), а схемы второй группы - при изготовлении малогабаритной мебели (кресла, кресла-кровати, банкетки, стулья, наматрацники и др.).
Такое разделение технологических схем изготовления мягких элементов по конструкциям изделий условно. Отдельные технологические схемы могут применяться при изготовлении как крупногабаритных конструкций мебели, так и малогабаритных. Например, диваны-кровати изготовляют с пружинами и пружинными блоками и без них.
Губчатая резина нашла наибольшее применение в беспружинных конструкциях малогабаритной мебели. Это объясняется тем, что она по сравнению с поролоном имеет более высокие упругие свойства, что обеспечивает необходимую упругость и мягкость изделия без применения пружин. В других конструкциях ее применение ограничено относительно большой объемной массой, значительно увеличивающей массу изделия. Кроме того, относительно высокая цена губчатой резины по сравнению с поролоном (в пересчете на равнозначный объем настилочного слоя) в сочетании с пружинами или блоками приводит к экономически менее выгодной конструкции изделия.
Технологическая схема изготовления кресла для отдыха с губчатой резиной на эластичном основании. В схеме рассматривается только изготовление мягких элементов (сиденья и спинки) кресла без столярно-монтажных работ.
1. Крепление к рамке сиденья и спинки резиновых и хлопчатобумажной лент производится перекрестным способом. Концы резиновых лент предварительно армируют на клею суровой тканью. Крепят ленты гвоздями или специальными захватами. Ленты натягивают на рамку с помощью специального приспособления, представляющего собой рычаг с упором.
2. Крепление с помощью клея на эластичные основания губчатой резины.
3. Обивка мягких элементов покровной тканью (типа миткаль), прикрепляемой гвоздями или скобами.
4. Обивка мягких элементов облицовочной тканью, прикрепляемой гвоздями или скобами.
5. Соединение мягких элементов (сиденья и спинки) на шкантах и шурупами.
6. Обивка облицовочной тканью заглушины и крепление ее к рамке спинки скобами или гвоздями.
7. Обивка рамки сиденья покровной тканью с нижней стороны рамки.
Технологическая схема изготовления дивана-кровати на пружинном блоке с применением настилочного материала - поролона. Схема рассматривает методы изготовления мягких элементов дивана-кровати без столярно-монтажных работ (рис. 113).
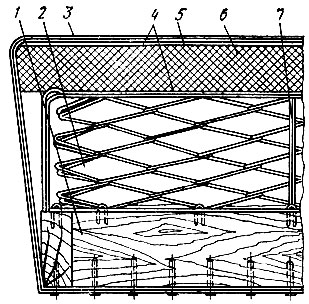
Рис. 113. Схема формирования сиденья на пружинном блоке непрерывного плетения с применением поролона: 1 - рамка сиденья, 2 - пружинный блок непрерывного плетения, 3 - облицовочная ткань, 4 - покровная ткань, 5 - слой ваты, 6 - поролон, 7 - капканы для осадки пружинного блока по высоте
1. Прибить к рамкам 1 сиденья и спинки скобами из пневмопистолета заглушины из фанеры.
2. К средникам рамок сиденья и спинки прибить толевыми гвоздями 2×20 мм восемь капканов 7 (по четыре на каждую рамку) из крученого шпагата диаметром 2×2,5 мм.
3. На фанерные заглушины настелить равномерно слой ваты толщиной 3...5 мм (для поглощения шума блока в процессе эксплуатации).
4. Установить на рамку 1 сиденья и спинки пружинные блоки 2. Нижние кольца пружинных блоков прикрепить скобами по периметру к брускам рамок. Угловые кольца пружинных блоков прикрепить двумя скобами.
5. Пружинный блок прикрепить капканами к рамкам сиденья и спинки.
6. Для предотвращения отхода переднего борта сиденья назад передние два капкана прибивают наискось к переднему бруску рамки сиденья.
7. Натянуть на пружинные блоки и прикрепить скобами к рамкам сиденья и спинки покровную ткань 4 или прикрепить ее к рамке пружинного блока.
8. Покровную ткань 4 пришить к верхним кольцам блоков в два ряда по середине (шаг 150 мм) и по периметру внахлестку крученым шпагатом диаметром 1,5...2 мм.
9. Уложить на вату гладкий поролон 6 толщиной 50 мм или профильный вместе с гладким той же толщины.
10. Прошить поролон 6 насквозь по середине и периметру двухконцевой иглой крученым шпагатом диаметром 2 мм.
11. Настелить на поролон тонкий слой ваты толщиной 10 мм.
12. Обтянуть и закрепить на заготовке скобами миткаль или поковочную сорочку.
13. Аналогично формировать под облицовочную ткань спинку.
14. Растянуть на иглах стола пресса заготовку из облицовочной ткани.
15. Уложить на растянутую облицовочную ткань заготовки сиденья и спинки и прижать их к столу прессом.
16. Прикрепить к задним брускам рамок сиденья и спинки скобами двунитку, пришитую к заготовке облицовочной ткани.
17. Освободить от игл стола пресса облицовочную ткань и прикрепить ее скобами или гвоздями сначала по долевым передним брускам рамок, затем по поперечным.
18. Снять прижим пресса с заготовок.
19. Перевернуть соединенные сиденья и спинку. Зашить скрытым швом облицовочную ткань в четырех углах нитками соответствующего цвета.
Некоторые примеры по применению поролона в производстве мебели. Поролон как настилочный материал в чистом виде при изготовлении мебели применяют довольно ограниченно. Это объясняется тем, что мягкость поролона в беспружинных конструкциях мебели и без других рулонных настилочных материалов даже при увеличении его толщины ограничена.
Показатели удобства и мягкости повышаются в изделиях, в которых поролон применяют в сочетании с волосом или шерстью.
На рис. 114 и 115 показаны конструкции беспружинных матрацев. В обоих случаях основу матрацев составляет поролон, причем для придания изделиям четких форм, сохранения в процессе эксплуатации заданных размеров средний слой поролона оклеивают по периметру поролоном с большей плотностью. В первом случае сформированный из двух различных по объемной массе слоев поролон обтягивают со всех сторон рулонной шерстью; во втором - на поролон первым слоем заподлицо с обрамляющим кладут волос, а затем рулонную шерсть.
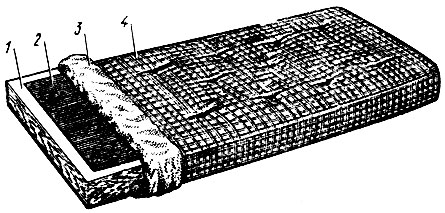
Рис. 114. Матрац с настилочным материалом - поролон, волос и шерсть: 1 - поролон с большой объемной массой, 2 - поролон с малой объемной массой, 3 - шерсть, 4 - облицовочная ткань
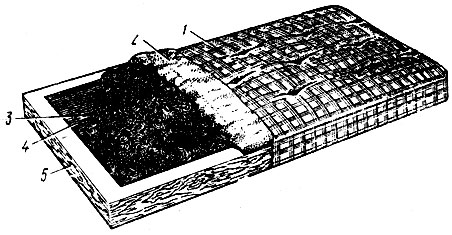
Рис. 115. Матрац с настилочным материалом - поролон и шерсть: 1 - облицовочная ткань, 2 - шерсть, 3 - волос, 4 - поролон с малой объемной массой, 5 - поролон с большой объемной массой
В обоих случаях заготовку матрацев покрывают облицовочной тканью, сшитой чехлом, и прошивают по плоскости пуговицами-кнопками. Гарантийный срок эксплуатации таких матрацев 10 лет.
Для изготовления из поролона мягких элементов широко используют его способность к формованию. За один рабочий процесс можно получить изделие любой формы без последующей обработки, покрыть его облицовочной тканью; при этом исключается образование складок ткани, повышается срок службы изделия и улучшается его внешний вид. Формуют такие мягкие элементы в разъемных литейных формах, в которые устанавливают металлический каркас изделия. Затем в смесительную головку пенообразующего аппарата подают все компоненты полиуретановой пены.
Процесс пенообразования проходит до тех пор, пока нужное количество полиуретановой пены полностью покроет каркас (рис. 116). С момента установки металлического каркаса в форму и до конца процесса пенообразования проходит несколько минут.
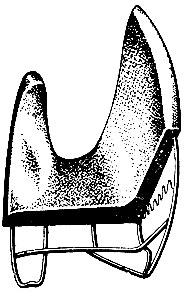
Рис. 116. Металлический каркас стула с наслоенным поролоном
Полученные таким способом изделия легки по массе, прочны, могут иметь различные формы, красивы на вид. Применение комбинированных монолитных мягких элементов обеспечивает сохранение формы и упругих свойств изделий, в то время как мебель, изготовленная из отдельных слоев настилочных материалов, пружин и пружинных блоков, при эксплуатации изменяет форму и свойства.
В процессе изготовления мягких элементов на базе пружинных блоков и поролона используются высокопроизводительные автоматы и установки фирмы "Spühl", производящие пружинные блоки. На рис. 117 показана схема матраца, изготовленного по этой технологии.
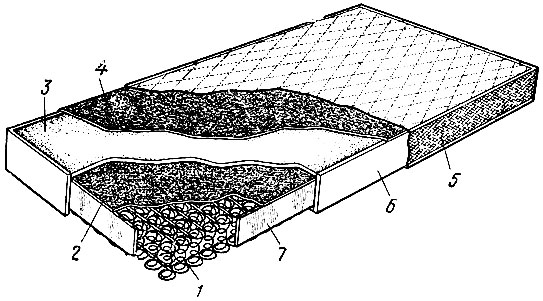
Рис. 117. Матрац, изготовленный на пружинном блоке и настилочном материале (поролон): 1 - пружинный блок, 2 - настилочный слой (шерсть), 3 - покровный слой, 4 - поролон для формирования бортов с большой объемной массой, 5 - покровочный слой, 6 - настилочный слой поролона с малой объемной массой, 7 - облицовочная ткань
В отличие от ранее рассмотренных технологических схем с применением пружинных блоков, преимущество рассматриваемого процесса изготовления мягкого элемента заключается в применении пружинного блока из двухконусных пружин, соединенных спиралями без рамочной окантовки и с оформлением пенной массой (поролоном).
Дальнейшие операции по оформлению мягкого элемента облицовочной тканью, сшитой чехлом, производятся ранее описанными методами, т. е. пошив облицовочной ткани с декоративным рисунком, надевание чехла на мягкий элемент, зашивка канта по периметру и зашивка углов.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'