Ссылки
§ 32. Изготовление мягких элементов с применением пружинных блоков
Мебель, изготовленная с использованием пружинных блоков, более эластична, комфортабельна, требует меньшего расхода металла, сокращает трудоемкость изделия. При применении пружинных блоков сокращаются номенклатура и количество метизов, настилочных и прошивочных материалов.
Кроме того, пружинные блоки позволяют изготовлять мягкую мебель новой конструкции без оснований; в этом случае мягкий элемент формируется по пружинному блоку.
По конструктивным и технологическим особенностям можно выделить три процесса изготовления мягких элементов с применением пружинных блоков: непрерывного плетения на основании; из двухконусных пружин, соединенных спиралями на основании; без оснований.
Технологическая схема изготовления мягких элементов с применением пружинного блока непрерывного плетения. Формирование жесткого основания. К продольным, поперечным и средним брускам рамки основания крепят гвоздями или скобами заглушину из фанеры или Древесноволокнистой плиты.
Крепление капканов к средникам рамки. Вдоль средников рамки прикрепляют гвоздями полосы грубой ткани (мешковины, двунитки), сложенной вдвое. Сверху полос ткани к средникам прибивают толевыми гвоздями размером 25×30 мм по три капкана на каждый средник из крученого шпагата диаметром 2 мм. Капканы распределяют вдоль средника равномерно.
Свободные концы капкана из двух шнуров шпагата предназначены для осадки и выравнивания пружинного блока по высоте. Длина свободных концов капканов несколько больше высоты пружинного блока.
Установка и крепление пружинного блока к основанию. Во избежание возможного шума или скрипа при эксплуатации мягкого элемента перед установкой пружинного блока на жесткое основание ровным слоем настилают тонкий слой ваты (10 мм) или рулонный материал - ватилин.
После установки пружинный блок закрепляют, прибивая нижние кольца скобами к основанию. Угловые кольца пружинного блока крепят к основанию двумя скобами.
Выравнивание и окончательное крепление пружинного блока к основанию. Свободные концы капканов, установленных на средниках рамки основания, пропускают через кольца блока и завязывают узлом на металлических средниках рамки пружинного блока. При этом осаживают пружинный блок на 10...15% первоначальной его высоты и выравнивают среднюю часть.
Затем осаживают пружинный блок по периметру. Для этого к продольным брускам рамки основания с шагом 300...400 мм набивают (не до конца) толевые гвозди размером 2,5×30 мм, а затем петлей из двух шнуров шпагата диаметром 2 мм охватывают крайний гвоздь и забивают его до конца.
Свободный конец шпагата примерно под углом 40...45° завязывают петлей за рамку пружинного блока.
Свободным концом шпагата от рамки пружинного блока захватывают следующий толевый гвоздь и забивают его до конца, при этом производится местная осадка пружинного блока на ту же величину, что и при осадке капканами. В такой последовательности осаживают передний и задний продольные борта пружинного блока.
Осадка по периметру имеет зигзагообразный вид, где завязывание шпагата чередуется от рамки основания (через толевый гвоздь) к рамке пружинного блока с направлением шпагата под углом 40...45° к рамке основания.
Осадку по продольным бортам блока надо производить без перенапряжения и ослабления отдельных участков, тем самым выравнивая весь пружинный блок.
Операции крепления капканов к средникам рамки основания, настил слоя ваты или рулонного материала под пружинный блок, осадка (выравнивание) блока в плоскости являются вынужденными, вследствие возможных дефектов (нарушение геометрических форм блока, неправильное завязывание концов пружин при плетении, непрочное крепление пружин плетения к рамке-основанию блока), возникающих при изготовлении блока вручную, транспортировании и не всегда правильном хранении.
Покрытие пружинного блока покровной тканью и ее пришивка. На пружинный блок равномерно настилают покровную ткань, края ее подвертывают и прибивают к рамке основания толевыми гвоздями или скобами с шагом 25...30 мм.
Покровную ткань можно прикрепить и другим способом - пришить шпагатом тремя или пятью продольными рядами к пружинному блоку.
Формирование настилочного материала и покрытие покровной тканью. Для изолирования пружинного блока от последующего настилочного слоя поверх пришитой покровной ткани ровным слоем толщиной 10...20 мм настилают вату или ватилин. По всему периметру бортов настилочный слой укладывают большей толщины для того, чтобы при последующем покрытии тканью и простегивании поверхность готового изделия была ровной. Затем на слой ваты накладывают равномерно покровную ткань и прикрепляют ее к рамке основания так же, как и при покрытии пружинного блока.
Простегивание настила и бортов. Настилочный слой вместе с покровной тканью простегивают двумя продольными рядами двухконцевой иглой крученым шпагатом диаметром 2 мм с шагом 200...220 мм. Затем формируют ватой борта и простегивают их в два или три ряда шпагатом одноконцевой кривой иглой или скобами пневмопистолетом. Пневмопистолет должен иметь охватывающую лапку-наковальню, позволяющую крепить борт к рамке пружинного блока.
Приемы формирования бортов шпагатом аналогичны подобной операции при изготовлении мебели на двухконусных пружинах. На углах излишние концы покровной ткани отрезают ножницами и зашивают суровыми нитками обметочным швом. Если после простегивания в отдельных местах получились неровные борта, их выравнивают иглой, перемещая вату в места, где ее недостаточно.
Формирование второго настилочного слоя. После простегивания настила и бортов формируют второй слой из более качественных настилочных (волос, шерсть, вата "Прима") или рулонных материалов под облицовочную ткань.
Второй настилочный слой толщиной 10...15 мм крепят тем же способом, что и первый, кроме простегивания бортов.
Второй настилочный слой покрывают тканью типа миткаль. Ткань крепится к рамке основания без простегивания второго настилочного слоя с теми же требованиями, что и ткань первого настилочного слоя.
Покрытие мягкого элемента облицовочной тканью. Облицовочную ткань равномерно натягивают и прибивают предварительно толевыми или обойными гвоздями с шагом 40...50 мм. После окончательного выравнивания облицовочной ткани гвозди или скобы забивают с шагом 20...25 мм. Облицовочная ткань после прикрепления должна быть равномерно натянута без перекоса рисунка, борта должны быть ровными и прямыми. Облицовочную ткань зашивают по углам соответствующими цвету ткани нитками стебельчатым или прямым швом.
Этот мягкий элемент относительно высокого качества, так как он формируется четырьмя рулонными настилочными слоями (два из шерсти, один из ваты и один из волоса), которые прошивают зигзагообразным швом.
Рассмотренный технологический процесс изготовления мягкого элемента на жестком основании с применением пружинного блока непрерывного плетения является одним из возможных вариантов. Он может несколько изменяться по количеству операций в зависимости от конструкции изделия, применяемых настилочных материалов и требований к качеству изделия.
Ткани натягивают на специальных прессах: при этом способе ткань прикреплять лучше скобами.
Технологическая схема изготовления мягких элементов с применением пружинных блоков из двухконусных пружин, соединенных спиралями. Одним из существенных недостатков изготовления пружинного блока непрерывного плетения является то, что формирование блока производится на столе-стапеле вручную.
Этот недостаток отсутствует в процессе изготовления пружинных блоков из двухконусных пружин, соединенных спиралями. Весь технологический процесс изготовления этих блоков, включая и сборку, механизирован и выполняется на высокопроизводительных автоматах высокой точности. Поэтому при соблюдении необходимых требований технологии изготовления блоков из двухконусных пружин, соединенных спиралями, обеспечивается требуемая надежность и точность.
Мягкие элементы с применением блоков из двухконусных пружин, соединенных спиралями, изготовляют в той же последовательности, что и блоки непрерывного плетения, за исключением операций по выравниванию и осадке блока. Этот технологический процесс более экономичный, производительный, менее трудоемкий и более качественный.
Технологическая схема изготовления мягких элементов с применением пружинных блоков без оснований. При изготовлении мебели по этой технологической схеме пружинный блок сам является основанием для формирования настилочных слоев и бортов мягкого элемента, поэтому пружинные блоки с двух сторон по периметру обрамляют рамками из полосовой стали. На рис. 110 показан матрац без каркаса-основания с использованием пружинного блока непрерывного плетения. Мягкий элемент изготовляется в такой последовательности.
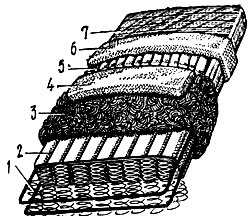
Рис. 110. Матрац без основания на блоке пружин непрерывного плетения с настилочным материалом животного происхождения: 1 - пружинный блок, 2, 5 - покровная ткань, 3 - волос, 4, 6 - шерсть, 7 - облицовочная ткань
Подготовка пружинного блока. Пружинный блок кладут на выверочный стол и осматривают с целью выявления дефектов и проверки размеров. Обнаруженные дефекты исправляют вручную слесарным инструментом; одновременно при необходимости исправляют размеры и форму блока. Исправленный блок передают на следующую операцию.
Покрытие пружинного блока тканью. Пружинный блок может быть покрыт тканью, сшитой предварительно в виде чехла, или тканью, раскроенной по размерам блока. В первом случае ткань пришивают за верхние кольца блока с обеих сторон в несколько рядов. Во втором случае ткань пришивают за рамки пружинного блока и затем прошивают вручную несколькими рядами с обеих сторон блока.
Формирование настилочного слоя, прошивка его и формирование бортов. Настилочный слой (рулонный биологически обработанный волос) кладут на пружинный блок и временно прикрепляют к нему с обеих сторон вручную шпагатом с кнопками или на автомате. Затем на прикрепленный к блоку слой волоса кладут с двух сторон рулонную шерсть, предварительно прошитую с покровной тканью на многоигольчатом автомате.
Формируют и прошивают борта из настилочного слоя на автомате NK-203 фирмы "Spühl" (рис. 111). Автомат NK-203 имеет две прошивочные головки, позволяющие одновременно прошивать борта с двух сторон скобами из проволоки диаметром 1 мм.
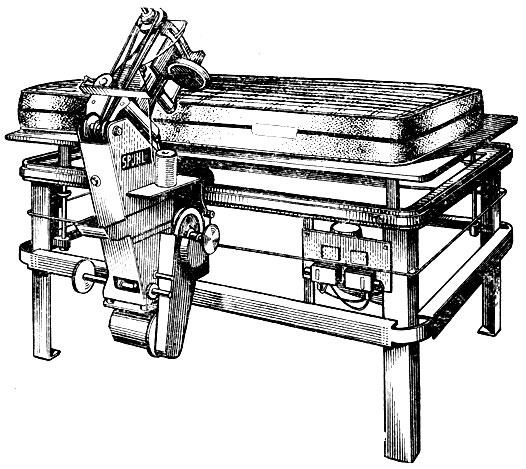
Рис. 111. Автомат NK-203 фирмы 'Spühl' для прошивания скобками бортов мягкой мебели
Работает автомат следующим образом: пружинный блок вместе с настилочным слоем кладут на стол станка и подводят к скобкозатягивающим головкам. При включении включателя скобкозатягивающие головки начинают работать в автоматическом режиме, при этом головки перемещаются по периметру стола, скрепляя настилочные слои с пружинным блоком с минимальным шагом 100 мм. Рабочий должен поджимать мягкий элемент к скобкозатягивающим головкам и двигаться вдоль стола, руками формируя борт перед головками. Автомат может работать с одной головкой.
Формирование и прошивка второго настилочного слоя. Второй настилочный слой из рулонной высококачественной шерсти формируют по пружинному блоку так же, как и первый, только без прошивки бортов. В высококачественной мебели последний настилочный слой пришивают вручную. При этом надо следить, чтобы после пришивания настилочный слой был ровный, без местных втяжек.
Покрытие облицовочной тканью. Облицовочную ткань для покрытия мягкого элемента шьют в виде чехла. Обязательное требование при изготовлении чехла - сохранение рисунка ткани и прошивка без перекоса.
Облицовочную ткань вместе с тонким слоем (5...10 мм) настилочного материала (рулонная высококачественная шерсть, поролон) прошивают на прошивном автомате "Матраматик" (см. рис. 40). Рисунок декоративной прошивки может быть различным. Он зависит от профиля рисунка шаблона-копира автомата. Вертикальные борта аналогично прошивают на автомате ВК-300.
Чехол на заготовку мягкого элемента надевают на конвейере, показанном на рис. 112. На подающий конвейер укладывают заготовку мягкого элемента, которая перемещается им под прижимной ленточный конвейер 2, где она сжимается до размеров, позволяющих надеть на нее чехол. Чехол предварительно надевается на рамку и поддерживается прижимными пластинами 3.
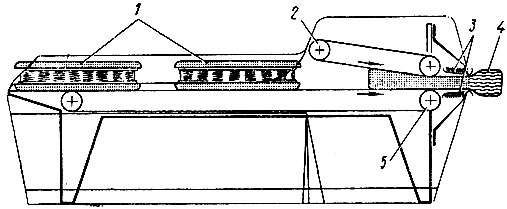
Рис. 112. Конвейер для надевания чехла: 1 - заготовка мягкого элемента, 2 - прижимной конвейер, 3 - прижимные пластины, 4 - чехол, 5 - привод подающего конвейера
Окончательно мягкий элемент отделывают облицовочной тканью, изготовленной в виде заготовок чехла, на машине NK-201 для запошивки краев мягкого элемента и обшивки их тесьмой.
Мягкий элемент без облицовочной ткани помещают на стол машины. На него ровно кладут полотно из облицовочной ткани и временно прикрепляют облицовочную ткань для вертикального борта и для плоскости мягкого элемента. Стык двух полотен ткани с подвернутыми краями подводят к швейной головке, которая заправлена нитками и тесьмой. Включают двигатель суппорта швейной головки. Скорость пошива и скорость подачи суппорта регулируют многодисковой муфтой. При проходе суппорта по периметру стола сшиваются два полотна ткани и прошивается кантом одна плоскость мягкого элемента. Для прошивания с другой стороны мягкий элемент переворачивают и процесс повторяется. При работе на машине надо следить за равномерным натяжением обоих полотен и равномерностью пошива (равномерностью шага строчки). После прикрепления ручек (при необходимости) мягкий элемент имеет законченный вид.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'