Ссылки
Глава VI. Изготовление мягких элементов
§ 31. Понятие о технологии обойных работ
Технологический процесс обойных работ - совокупность последовательно выполняемых операций с использованием необходимых материалов и полуфабрикатов, инструментов, механизмов и машин, в результате которых получается готовый мягкий элемент.
Продолжительность и трудоемкость технологического процесса обойных работ зависит в основном от следующих факторов: конструкции и формы изделия; применяемых материалов и полуфабрикатов; уровня механизации; организации производства и квалификации рабочего.
Технологический процесс обойных работ в зависимости от конструкции мягкого элемента может быть трех типов: с применением пружинных мягких элементов на каркасе-основании, беспружинных мягких элементов на каркасе-основании, мягких элементов без каркаса-основания.
Разделение технологических процессов по этому признаку следует считать условным, так как отдельные пружинные элементы могут быть в различных конструкциях мебели. Например, пружинные двусторонние матрацы без каркасов-оснований имеют пружинный блок, который применяют в пружинной мягкой мебели с основанием.
Под пружинным мягким элементом условно будем иметь в виду конструкцию пружин, участвующих непосредственно только в формировании мягкого элемента, исключая применение их в виде оснований. К мебели с пружинными мягкими элементами относятся изделия, изготовленные на различных основаниях (жестких, эластичных), например диваны, диваны-кровати, тахты.
Мягкие элементы без оснований формируют по пружинному блоку или по настилочному материалу (подушки, матрацы, тюфяки, наматрацники).
При изготовлении мягких элементов с настилочными растительными материалами применяют различные иглы (рис. 106): прямые, кривые, специальные - для прошивки и простежки мягких элементов; волосовытягиватели - для равномерного распределения настилочного материала в бортах; обойные булавки - для временного прикрепления тканей.
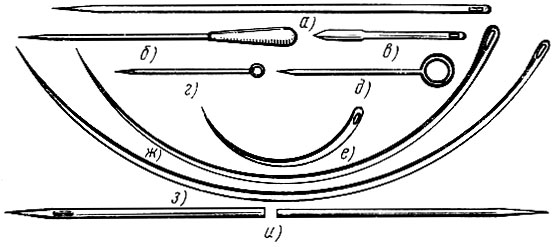
Рис. 106. Иглы: а - прямая игла, б - волосовытягиватель, в - игла с режущим острием, г - обойные булавки, д, е, ж, з - кривые иглы, и - специальная игла
В производстве обойных работ применяют различные пневмопистолеты (рис. 107, 108, 109): для прошивки бортов - ПП-2/25А; для крепления пружинных блоков - ППС-22А; для крепления ткани к деревянной основе - ПП-5А; для крепления поликов из фанеры - ПП-8; для соединения зигзагообразными скрепами брусков рамок - ПП-20.
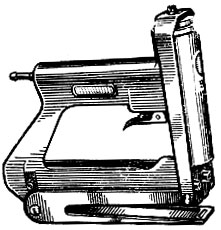
Рис. 107. Пневмопистолет для крепления тканей к основаниям скобами, склеенными в блоки
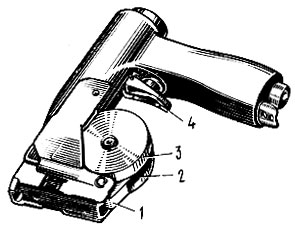
Рис. 108. Пневмопистолет с кассетой из плоских скоб, склеенных в ленту: 1 - ударник, 2 - защелка, 3 - кассета, 4 - спусковой крючок
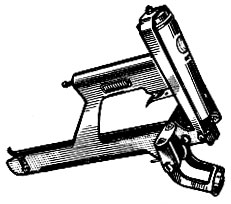
Рис. 109. Пневмопистолет для крепления настилочных материалов к пружинному блоку и стяжки бортов
Для крепления тканей к основаниям можно применять пневмопистолет, показанный на рис. 108, который имеет кассету из скоб, склеенных в ленту-
Основные технические характеристики пневматических скобозабивных пистолетов приведены в табл. 11.
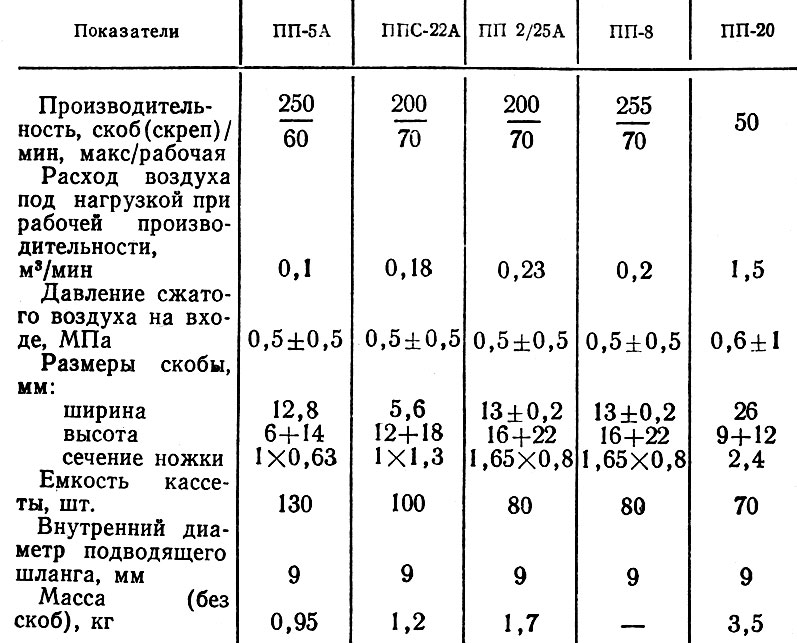
Таблица 11. Технические характеристики пневмопистолетов
К работе скобозабивными пневмопистолетами допускаются лица, прошедшие проверку на знание основных правил эксплуатации и техники безопасности.
Перед началом работы необходимо:
Проверить надежность крепления всех элементов пневмопистолета;
Смазать пневмопистолет, залив 10...15 капель масла "Индустриальное-12"; новые пневмопистолеты смазывать через каждый час работы в течение 5 дней;
Продуть шланг воздухом для удаления конденсата грязи и пыли; убедиться в пригодности сжатого воздуха (воздух, поступающий в пневмопистолет, должен быть чистым и сухим); для очистки воздуха в цехе должны быть установлены фильтры и водоотстойники;
Присоединить резиновый шланг к пневмопистолету с помощью соединительной муфты и проверить надежность крепления. Длина шланга должна быть не более 10 м, внутренний диаметр не менее 9 мм;
Проверить давление воздуха в сети;
Зарядить магазин скобами и приступить к работе;
Во время работы необходимо следить за давлением воздуха в сети и плотностью резьбовых соединений. При незначительном ослаблении этих соединений появляются зазоры, резко ухудшается работоспособность пневмопистолета;
Следить за исправностью воздухопровода и шланга;
Следить за наличием смазки в пневмопистолетах, для чего в течение смены заливать масло в штуцер через каждые 3 ч.
Независимо от условий работы и исправности инструмента необходимо один раз в месяц его разбирать, промывать и обнаруженные при осмотре повреждения устранять. Новые пневмопистолеты перед работой необходимо промыть и смазать. По окончании работы необходимо разрядить пневмопистолет; перекрыть воздушную магистраль и отсоединить пневмопистолет от шланга; протереть пневмопистолет и передать сменщику или сдать на хранение.
Не допускается:
Применять пневмопистолеты не по назначению;
Изготовлять скобы и скрепки из ржавой проволоки;
Изготовлять и применять скобы, имеющие перекос ножек и суженные концы;
Перегибать воздухопроводный шланг под острым углом;
Присоединять резиновый шланг к пневмопистолету или отсоединять его при открытом вентиле воздушной сети;
Направлять ствол пневмопистолета на себя или других лиц независимо от того, заряжен пневмопистолет или нет, а также производить опробование пистолета без упора его в материал;
Оставлять заряженный пистолет без присмотра;
Устранять неисправности на рабочем месте при открытом вентиле воздушной сети;
Закрывать или открывать крышку магазина с ударом.
Пружинные мягкие элементы на основании. При изготовлении мебели с пружинными элементами используют пружинные блоки. Трудоемкость изготовления мебели на пружинных блоках непрерывного плетения в 1,5 раза меньше, чем ранее применявшаяся конструкция и технология изготовления из двухконусных пружин, переплетенных шпагатом в единую упругую систему.
Технология обойных работ с применением пружинных блоков непрерывного плетения - более прогрессивная, так как сокращается количество операций по формированию пружинного блока.
К недостаткам конструкций мебели, изготовленных с применением пружинных блоков непрерывного плетения, следует отнести наличие шума при эксплуатации из-за несовершенства конструкции пружинного блока, а также большую трудоемкость и большой процент ручного труда при изготовлении пружинного блока.
Из всех существующих в настоящее время технологических процессов изготовления мебели с пружинными элементами самым прогрессивным следует считать процесс изготовления мебели с применением пружинных блоков из двухконусных пружин, соединенных спиралями, так как он наиболее механизирован. Мебель, изготовленная с этими блоками, более надежна в эксплуатации. Пружинные мягкие элементы применяют чаще всего для изготовления мебели больших размеров.
Беспружинные мягкие элементы на основании. Такая мебель может быть изготовлена на жестком и эластичном основаниях. Технология обойных работ меняется в зависимости от конструкции основания и применяемого настилочного материала.
При изготовлении мебели на жестком или эластичном основании с настилочным материалом растительного или животного происхождения технология обойных работ включает в себя такие трудоемкие, требующие высокой квалификации рабочих операции, как подбор, формирование и прикрепление настилочного слоя, формирование бортов и окончательная отделка мягкого элемента. Большинство операций выполняется вручную.
Современная технология обойных работ направлена на устранение трудоемких операций, выполняемых при формировании настилочного слоя. Для этого применяются синтетические настилочные материалы из поролона, губчатой резины и гуммированных материалов. Готовые настилочные материалы укладывают непосредственно на основании и покрывают облицовочной тканью.
Мягкие элементы без оснований-каркасов. Технология обойных работ при изготовлении мягких элементов без основания с применением настилочных материалов животного или растительного происхождения заключается в подготовке настилочного материала, наполнении им чехла из мебельно-декоративной ткани, зашивке чехла и простежке мягкого элемента для придания ему устойчивой формы.
Более сложен технологический процесс изготовления двусторонних матрацев. В данной конструкции пружинный блок помимо функционального назначения определяет и форму матраца. С обеих сторон пружинного блока формируется настилочный материал и затем покрывается чехлом из облицовочной ткани.
В табл. 12 показана схема технологического процесса изготовления диванов-кроватей на конвейерных линиях.

|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'