Ссылки
§ 24. Облицовывание шпоном впритирку и в винтовых приспособлениях
Облицовывание впритирку. Облицовывание впритирку выполняют притирочным молотком без подогрева (рис. 111, а) и с электроподогревом (рис. 111, б). Для подогрева клеевого слоя в процессе притирки пользуются также электроутюгом (рис. 111,в).
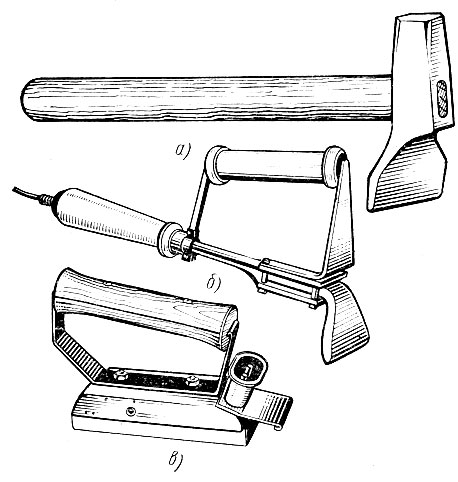
Рис. 111. Инструменты для облицовывания впритирку: а - притирочный молоток без подогрева, б - притирочный молоток с электроподогревом, в - электроутюг
Облицовывание впритирку заключается в следующем. На основу с нанесенным глютиновым клеем накладывают шпон и притирают сверху притирочным молотком. Притирочный молоток должен двигаться в нa правлении вдоль волокон шпона и от середины листа к его краям, чтобы удалить (выдавить) излишки клея. Для предохранения шпона от закручивания во время притирки его лицевую сторону увлажняют теплой водой. При облицовывании впритирку широких поверхностей предварительного фугования кромок листов шпона и стяжки не требуется. Сначала клей наносят только на ту площадь облицовываемой поверхности, которую покрывают первым наклеиваемым листом. Затем, притерев первый лист, смазывают клеем участок поверхности под второй лист. Второй лист накладывают внахлестку на первый и притирают па всей площади (рис. 112, а).
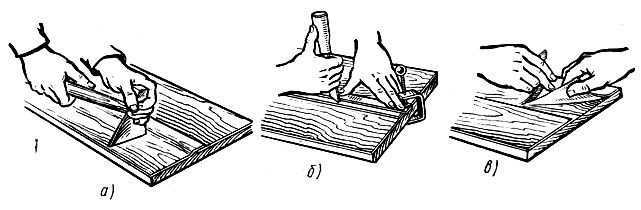
Рис. 112. Облицовывание широких поверхностей впритирку без предварительной стяжки шпона: а - притирка второй полосы шпона, б - прорезка кромок, в - удаление срезков
После этого ножом по линейке прорезают (наложенные одна на другую кромки шпона (рис. 112, б). Слегка приподняв кромку верхнего листа, удаляют обрезанную кромку нижнего (рис. 112, в) и выполняют окончательную притирку. Во избежание расхождения шва между листами шпона при высыхании его временно скрепляют гуммированной лентой. Таким же образом притирают и последующие листы шпона.
Чтобы в процессе притирки молотком без подогрева клей не застудневал, его подогревают утюгом; увлажнив водой наложенный на основу шпон, по нему проводят горячим утюгом, подопревая таким образом клей.
Облицовывать впритирку неширокие кромки поверхности можно поливинилацетатной дисперсией. На основу с нанесенной дисперсией накладывают шпон и притирают нагретым утюгом медленными движениями, чтобы прогреть клей до нужной температуры через шпон. Время прогрева определяют экспериментально. На мебельных предприятиях облицовывание впритирку выполняют только при ремонтных работах.
Облицовывание в винтовых приспособлениях. В основу современной технологии облицовывания положен способ запрессовки. Сжатие посредством винтов - это простейший вид запрессовки. Для облицовывания можно использовать хомутовые струбцины, столярные струбцины, цвинги.
Запрессовка в хомутовых струбцинах применяется для облицовывания больших поверхностей плит, в столярных струбцинах - небольших заготовок и криволинейных поверхностей, в цвингах - кромок.
Облицовывание в винтовых приспособлениях в один слой выполняют за один прием, а двухслойное - за два приема: сначала наклеивают на обе стороны основы черновые облицовки (лущеный шпон), выдерживают деталь до полного высыхания, затем подготавливают ее под лицевое облицовывание обычным способом и наклеивают на черновые облицовки строганный шпон.
Хомутовые струбцины (рис. 113) представляют собой прямоугольную металлическую раму с винтами в верхней балке. Для удобства загрузки боковая стойка струбцины может быть откидываемой.
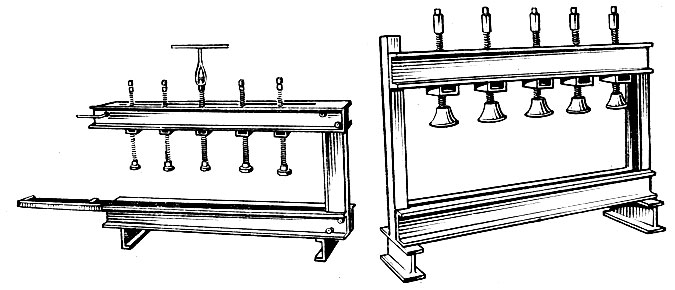
Рис. 113. Хомутовые струбцины
Технологический процесс облицовывания в хомутовых струбцинах состоит в следующем. Подняв винты струбцины, устанавливают на одном уровне нижние опорные балки и на них укладывают цулагу (плиту), размеры которой по длине и ширине должны быть несколько больше размеров облицовываемых плит. Потом наносят клей на обе стороны плиты и накрывают их облицовками из шпона. На цулагу кладут металлическую подогретую прокладку, на нее сформированный пакет, который накрывают второй прокладкой. Схема формирования пакета показана на рис. 114, а. Затем подготавливают другой пакет и т. д. до полного формирования пачки. Стопу уложенных пакетов накрывают второй цулагой 6, поверх нее под каждый поперечный ряд винтов накладывав ют бруски 5 и приступают к завинчиванию винтов.
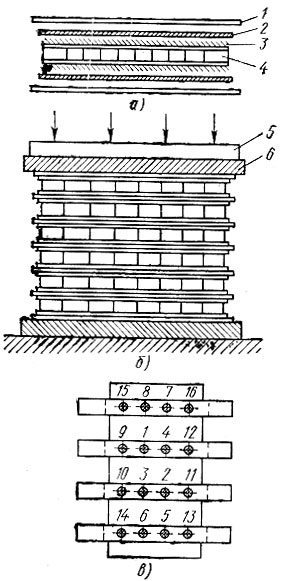
Рис. 114. Технологическая последовательность облицовывания в хомутовых струбцинах: а - схема формирования пакетов, б - стопа сформированных пакетов после загрузки в хомутовые струбцины, в - порядок завертывания винтов хомутовых струбцин; 1 - металлическая прокладка, 2 - облицовка, 3 - клеевой слой, 4 - основа, 5 - брусок, 6 - цулага
Схема сформированной стопы пакетов показана на рис. 114, б, Необходимо следить за тем, чтобы в стопе все пакеты располагались точно один над другим, без свесов, иначе на краях заготовок шпон не приклеится.
Завертывают винты, начиная с середины, и постепенно переходят к краям, чтобы обеспечить свободный выход излишка клея. Хомутовые струбцины устанавливают на расстоянии 300-400 мм одна от другой в зависимости от толщины (45-60 мм) применяемых цулаг. Цулаги должны быть ровными и плоскими. Последовательность завинчивания винтов показана цифрами на рис. 114, в.
Во избежание прилипания клея к цулагам их олифят или натирают парафином. При облицовывании холодным способом металлические прокладки можно заменить листами фанеры и бумаги. Последнюю применяют во избежание оклеивания фанеры с облицовкой в случае просачивания клея.
Аналогично облицовывают плоские поверхности в столярных струбцинах. Так как столярные струбцины имеют небольшие размеры, высота сформированной стопы составляет обычно не более 300 мм.
Для облицовывания криволинейных поверхностей применяют приспособления с жесткими контрпрофильными брусковыми или реечными цулагами, сыпучими цулагами, гибкими лентами.
Приспособления с контрпрофильными жесткими брусковыми и реечными прижимными цулагами используют для облицовывания поверхностей, криволинейных только в одном направлении, и если эти поверхности имеют неглубокий и плавный профиль.
На рис. 115, а показана схема облицовывания криволинейной поверхности детали в приспособлении с жесткой брусковой контрпрофильной цулагой. Приспособление состоит из жесткой брусковой цулаги 1 с профилем, обратным профилю облицовываемой поверхности, и верхнего прижимного бруска 5, через который передается давление на облицовываемую заготовку.
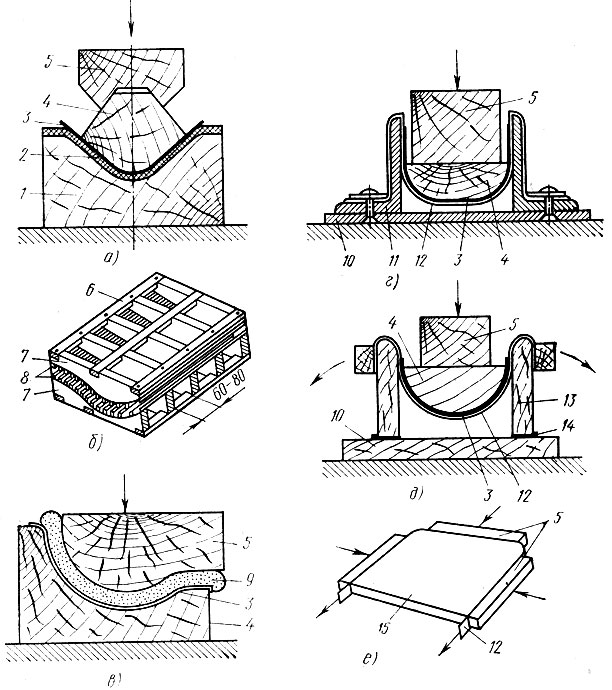
Рис. 115. Облицовывание криволинейных поверхностей в приспособлениях: а - с контрпрофильными жесткими брусковыми цулагами, б - с контрпрофильными жесткими реечными цулагами, в - с сыпучими цулагами, г, д, е - с гибкими лентами; 1 - жесткая брусковая цулага, 2 - прокладка, 3 - облицовка, 4 - облицовываемая заготовка, 5 - прижимные бруски, 6 - продольные бруски, 7 - поперечные бруски, 8 - реечная цулага, 9 - сыпучая цулага, 10 - основание, 11 - уголки, 12 - лента, 13 - откидные бруски, 14 - петли, 15 - плита
Для более точного совпадения облицовываемой поверхности с поверхностью контрпрофильной цулаги последнюю прикрывают листовой резиновой прокладкой 2.
Процесс облицовывания в приспособлении заключается в следующем. На контрпрофильную цулагу укладывают лист облицовочного шпона. Заготовку 4 с нанесенным на нее клеем укладывают на облицовку 3 так, чтобы облицовываемая поверхность опиралась на соответствующую ей контрпрофильную поверхность цулаги. Собранный таким образом пакет запрессовывают. Для предохранения цулаги от загрязнения, а также для предотвращения приклеивания заготовки к цулаге в случае просачивания клея между шпоном и цулагой следует прокладывать лист бумаги.
При применении приспособлений с жесткими брусковыми контрпрофильными цулагами трудно достигнуть точного совпадения цулаги с профилем облицовываемой поверхности. Кроме того, для каждого профиля нужно иметь отдельную цулагу, что связано с большими затратами труда и материалов. Эти недостатки в значительной степени устраняются при использовании реечных цулаг.
Реечная жесткая цулага 8 (рис. 115, б) состоит из узких реек, наклеенных на прочную ткань (парусина, брезент) параллельно одна другой с небольшими промежутками. Рейки прикрепляют или укладывают свободно на поперечных брусках 7, кромки которых обработаны соответственно профилю облицовываемой поверхности. Поперечные бруски соединены продольными брусками 6 и образуют жесткий каркас.
Узкие кромки поперечных брусков легче подогнать к профилю облицовываемой поверхности, чем брусковую цулагу. Кроме того, реечную цулагу можно использовать для облицовывания криволинейных поверхностей различного профиля, заменяя только поперечные контрпрофильные бруски. При прессовании между облицовываемой поверхностью и реечной цулагой для более равномерного распределения давления кладут металлические прокладки или листы твердой резины. В реечных жестких цулагах заготовки можно облицовывать с двух сторон.
При облицовывании сложных криволинейных поверхностей с объемными профилями применяют сыпучие цулаги, представляющие собой мешок с просеянным речным песком. Мешок наполняют песком несколько больше, чем до половины, и зашивают. После этого мешок кладут на стол, разравнивают в нем песок и прошивают (простегивают) крепким шнуром в поперечном и продольном направлениях. Получается плоская песчаная цулага. Размеры сыпучих цулаг зависят от размеров облицовываемых заготовок.
Облицовывание с помощью песчаных цулаг производят в следующем порядке (рис. 115, в). На облицовываемую заготовку 4 наносят клей, накладывают облицовку 3 и слегка притирают рукой. Затем облицовку покрывают листом бумаги и накладывают песчаную цулагу 9, при необходимости предварительно подогретую. На песчаную цулагу кладут прижимный контрпрофильный брусок 5 и сжимают струбцинами. Очень точной подгонки контрпрофильного бруска к профилю облицовываемой заготовки не требуется, так как песок заполняет все свободное пространство.
Для облицовывания криволинейных поверхностей и кромок: плит применяют приспособления с гибкими лентами из парусины, брезента, прорезиненного ремня или листового металла. Такие приспособления пригодны для поверхностей, криволинейных в одном направлении, а также поверхностей, имеющих в одном направлении как криволинейные, так и прямолинейные участки.
На рис. 115,2 показана схема приспособления с гибкой лентой для облицовывания криволинейных поверхностей брусков типа пилястр с глубоким постоянным по длине профилем поперечного сечения. Приспособление состоит из основания 10, уголков 11 и ленты 12. Уголки установлены один от другого на расстоянии, большем, чем ширина облицовываемой заготовки, на 5 мм. Ленты размещены между каждой парой углов. Ленты и уголки одновременно крепят к основанию заклепками. В ленту укладывают сначала облицовку 3, а на нее покрытую клеем заготовку 4. Поверх нее устанавливают прижимный брусок 5.
Аналогичное приспособление, изготовленное из деревянных: брусков, показано на рис. 115,(3. К основанию 10 с помощью петель 14 прикреплены откидные бруски 13 с гибкой лентой 12. Откинув бруски на ленту, укладывают облицовку и заготовку с нанесенным на нее клеем. Сверху устанавливают прижимной брусок. Приспособление с гибкой лентой, прикрепленной на откидных брусках, удобно для облицовывания шпоном поперек волокон облицовываемой заготовки.
Приспособления с гибкими лентами широко применяют при облицовывании кромок плит, углы которых имеют закругления (рис. 115,е).
Внутрь контура, образованного лентой 12, вкладывают полосу облицовки из шпона и подлежащую облицовыванию плиту 15. Чтобы облицовка плотно прилегала к закругленным кромкам плиты, ленту натягивают с помощью винтового механизма, действующего от руки. Затем через прижимные бруски цвингами создают необходимое для облицовывания давление на трех прямолинейных кромках.
Поверхности облицовывают в винтовых приспособлениях холодным способом карбамидными, глютиновыми клеями и поливинилацетатной дисперсией, а также глютиновыми клеями методом нагрева клеевого слоя за счет тепла, аккумулированного в прокладках или сыпучих цулагах. Режимы облицовывания глютиновыми клеями приведены в табл. 15.
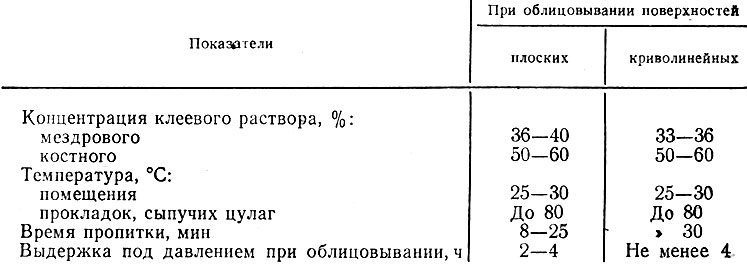
Таблица 15. Режимы облицовывания в винтовых приспособлениях глютиновыми клеями при нагреве клеевого слоя за счет тепла, аккумулированного в прокладках или сыпучих цулагах
Давление при завинчивании винтов вручную определяют на основе опытных запрессовок.
После выдержки под давлением облицованных заготовок снимают свесы шпона и гуммированную ленту. Выступающий за кромки заготовок шпон срезают стамеской, резцами или специальным приспособлением (рис. 116, а), состоящим из ручки 2, резца 1 и скобы 3. Гуммированную ленту снимают (соскабливают) стамеской или скобелем (рис. 116, б).
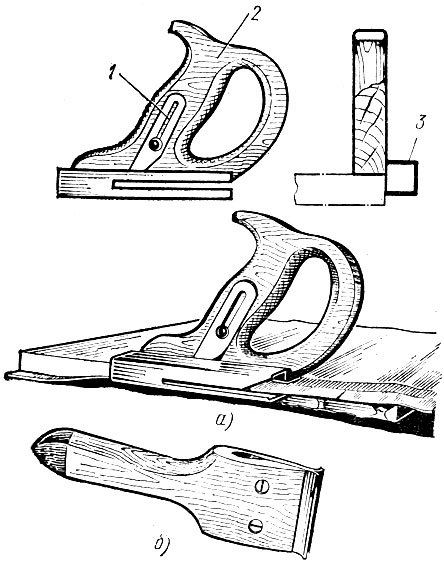
Рис. 116. Приспособления для снятия свесов шпона (а) и гуммированной ленты (б) у заготовок после их облицовывания: 1 - резец, 2 - ручка, 3 - скоба
Заготовки после снятия с них свесов и гуммированной ленты выдерживают в условиях цеха и передают на дальнейшую обработку.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'