Ссылки
§ 23. Подготовка шпона
Технологический процесс подготовки строганного шпона для облицовки широких поверхностей состоит из разметки шпона, его раскроя на полосы и фугования кромок полос, набора и соединения полос в листы нужных размеров. При подготовке лущеного шпона выполняют те же операции, за исключением подбора листов.
Для облицовывания узких поверхностей, например кромок, применяют обычно цельные листы шпона. При подготовке к облицовыванию их раскраивают.
Применением различных приспособлений при раскрое шпона, позволяющих ориентировать пачку шпона относительно режущего инструмента, можно исключать операцию разметки.
Разметка и раскрой шпона. Разметка заключается в нанесении карандашом или цветным мелком на верхнем листе пачки шпона линий по шаблону.
Прежде чем приступить к разметке, пачки шпона подбирают по внешнему виду, качеству и размерам согласно чертежам на изделие. Для облицовывания широких поверхностей отбирают более широкие пачки, для облицовывания узких поверхностей используют пачки меньшей ширины. Назначение пачки отмечают карандашом или мелком на первом листе.
Необходимо разметить листы так, чтобы на лицевых поверхностях изделия был наиболее красивый рисунок.
Шпон размечают с учетом припуска по длине и ширине на обе стороны облицовываемой заготовки. Размер припуска 10-15 мм на сторону.
После разметки пачку шпона раскраивают по нанесенным при разметке линиям сначала в торцевом направлении, а затем в продольном.
Применяемые для раскроя шпона гильотинные ножницы с прижимной балкой обеспечивают чистый и гладкий рез, что позволяет исключить последующую операцию фугования кромок.
Раскрой на ножницах (рис. 100, а) осуществляют следующим образом. Пачку шпона 3 укладывают на стол 5 под нож 1 и выравнивают. Затем нажатием кнопки опускают прижимную балку 2, которая плотно прижимает пачку к столу, выравнивая ее. После этого включают двигатель ножевой траверсы, и пачка разрезается ножом. При нажатии второй кнопки прижимная балка поднимается, пачку поворачивают и процесс повторяется. Для регулирования размера заготовок шпона по длине применяют упор 4. Под нож кладется вкладыш 6.
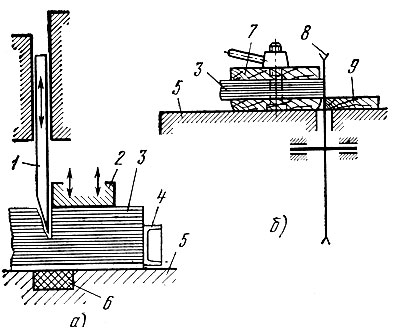
Рис. 100. Схемы раскроя шпона с разметкой: а - на гильотинных ножницах, б - на круглопильном станке; 1 - нож, 2 - прижимная балка, 3 - пачка шпона, 4 - упор, 5 - стол, 6 - вкладыш, 7 - зажимное приспособление, 8 - пила, 9 - направляющая линейка
Раскраивать пачки по длине, вырезать листы по ширине, срезать рваные кромки и заболонь можно на круглопильных станках с ручной подачей или ленточнопильных станках.
На круглопильных станках, применяя строгальные пилы и специальные зажимные приспособления (рис. 100, б), можно получить чистый и гладкий рез, позволяющий исключить операцию фугования кромок.
Пачку шпона 3 кладут на нижний брусок приспособления 7 и зажимают в нем эксцентриковым или винтовым зажимом. Затем по направляющей линейке 9, прикрепленной к столу 5, приспособление с пачкой надвигают на вращающуюся пилу 8. Общий вид зажимного приспособления показан на рис, 101. Так же опиливают вторую сторону пачки.
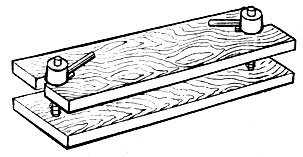
Рис. 101. Общий вид зажимного приспособления
Раскрой шпона без предварительной разметки значительно ускоряет процесс подготовки шпона. При раскрое на гильотинных ножницах (рис, 102, а) на столе 1 устанавливают направляющую планку 3, которую закрепляют под нужным углом поворотом ручки 4. Пачку шпона 2 продвигают вручную до передвижного упора 6, устанавливаемого на требуемом расстоянии от ножа 5.
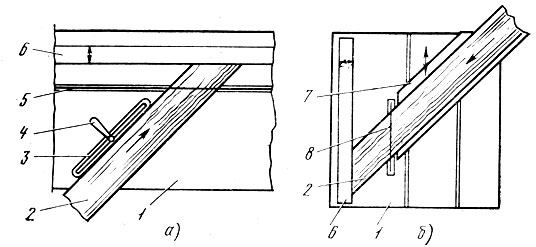
Рис. 102. Схемы раскроя шпона без разметки: а - на гильотинных ножницах, б - на круглопильном станке; 1 - стол, 2 - пачка шпона, 3 - направляющая планка, 4 - ручка, 5 - нож, 6 - упор, 7 - каретка, 8 - пила
При раскрое шпона без предварительной разметки на круглопильном станке (рис. 102, б) пачку 2 кладут на каретку 7, которая перемещается в пазах стола. После первого реза каретку отводят в исходное положение, а пачку шпона продвигают до упора 6, устанавливаемого на нужном расстоянии от пилы 5. Затем, надвигая каретку с пачкой шпона на пилу, делают очередной пропил.
На предприятиях с небольшим объемом облицовочных работ шпон раскраивают на бумагорезательных машинах с механическим или ручным (рис. 103) приводом. Раскрой шпона можно производить вручную лучковыми пилами или специальными ножами (рис. 104) по прижимной линейке. Ножи-пилы (рис. 104, а) удобны для раскроя шпона твердых лиственных пород поперек волокон. Нож, показанный на рис. 104, б, применяют для раскроя шпона при подборах. Нож со съемными резцами (рис. 104, в) удобен для раскроя шпона поперек и вдоль волокон. Резцы, показанные на рис. 104, г, применяют при раскрое, резцы, приведенные на рис. 104, д,- для снятия свесов шпона после облицовывания.

Рис. 103. Раскрой шпона на бумагорезательной машине с ручным приводом: 1 - стол для пачек шпона, 2 - станина, 3 - нож, 4 - маховик привода прижимной балки, 5 - рукоятка привода ножа, 6 - пачки шпона
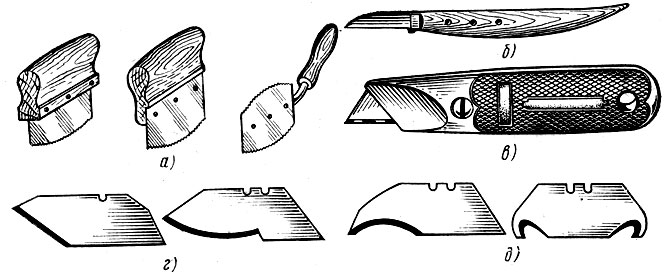
Рис. 104. Ножи для ручного раскроя шпона: а - ножи-пилы, б, в - ножи, г, д - резцы
Во всех случаях при раскрое полосы шпона в пачке не должны смещаться. Если после раскроя шероховатость поверхности кромок не ниже 6-го класса и между приложенными одна к другой кромками нет просвета (отклонение от прямолинейности допускается не более 0,02 мм на 1000 мм длины полосы), фугования кромок не требуется. При несоблюдении указанных условий раскроенные пачки поступают на фугование кромок.
Фугование кромок. Фугование кромок выполняют на кромкофуговальных станках.
При небольшом объеме работ кромки можно фуговать на фрезерных станках или вручную фуганком.
При фуговании кромок на фрезерных станках (рис. 105, а) пачку шпона 3 с выровненными кромками кладут между двумя брусками специального приспособления и зажимают эксцентриковым или другим зажимом. После этого пачку вместе с приспособлением надвигают на вращающуюся фрезу 4 по направляющей линейке или упорному кольцу 5. Обработав одну сторону пачки, аналогично обрабатывают вторую.
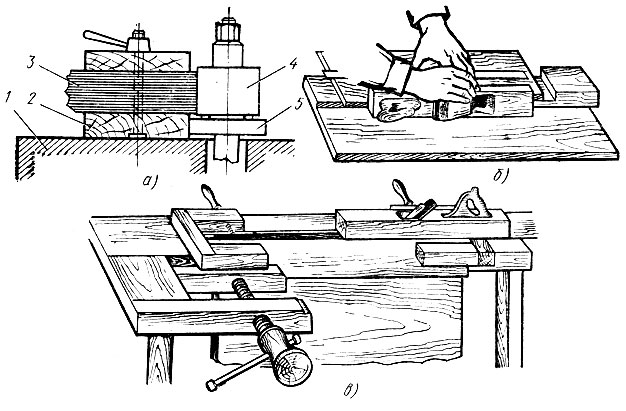
Рис. 105. Схемы фугования кромок: а - на фрезерном станке, б - вручную фуганком в донце, в - вручную фуганком в струбцинах; 1 - стол станка, 2 - приспособление для зажима пачки шпона, 3 - пачка шпона, 4 - фреза, 5 - направляющая линейка или упорное кольцо
Фугование шпона вручную фуганком выполняют пачками толщиной не более 20 мм, уложенными в донце и прижатыми планкой (рис. 105, б) или зажатыми в струбцинах (рис. 105, в). Качество фугования проверяют на плоском ровном щите, прикладывая одну кромку к другой.
Прифугованные полосы шпона подбирают в листы требуемых размеров.
Набор и ребросклеивание шпона. Для облицовывания больших поверхностей заготовок узкие листы (полосы) шпона подбирают в широкие листы (наборы). Набор может быть простым и фигурным.
Простым набором называют такой, при котором все делянки шпона имеют параллельное направление волокон, одинаковы по цвету, рисунок текстуры располагается симметрично оси набора или осям входящих в него полос.
При простом наборе различают мелкослойный (радиальный) и крупнослойный шпон с резко выраженными годовыми слоями, а также правую и левую стороны листа.
Правая (наружная) сторона листа более гладкая и плотная. На левой стороне имеются мелкие разрывы, она более шероховата на ощупь, чем правая.
Желательно, чтобы лист был наклеен на основу левой стороной, В этом случае листы для облицовывания пластей подбирают, сдвигая отдельные полосы шпона, находящиеся в пачке (рис. 106, а). Однако в этом случае нельзя получить симметричный рисунок, поэтому таким образом можно подбирать только мелкослойный (радиальный) шпон одного цвета.
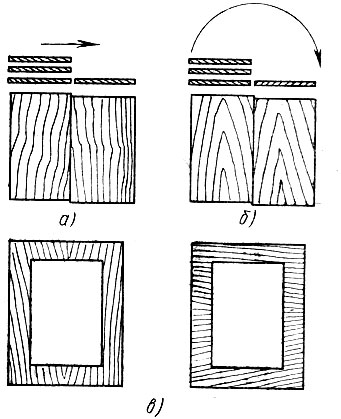
Рис. 106. Способы подбора шпона в листы и простые наборы для облицовывания рамок: а - подбор шпона в листы сдвиганием, б - то же, развертыванием, в - простые наборы для облицовывания рамок
Для получения симметричного рисунка листы подбирают путем развертывания на 180° каждой четной или нечетной полосы пачки (рис. 106, б). В этом случае половина листов будет наклеена на основу левой стороной, а половина - правой. Такой способ простого набора рекомендуется для крупносерийного шпона с резко выраженными годовыми слоями. При простом наборе полезное использование шпона 1-го сорта составляет для твердых лиственных пород не менее 70%, для ценных пород не менее 75%.
Простые наборы для облицовывания рамок показаны на рис. 106, в.
Фигурным набором называют такой, при котором получаются те или иные геометрические фигуры. Фигурный набор подбирают из отдельных кусков шпона, располагая их соответствующим образом один относительно другого. Фигурные наборы для облицовывания прямоугольных, круглых и овальных плит и рамок показаны на рис. 107.
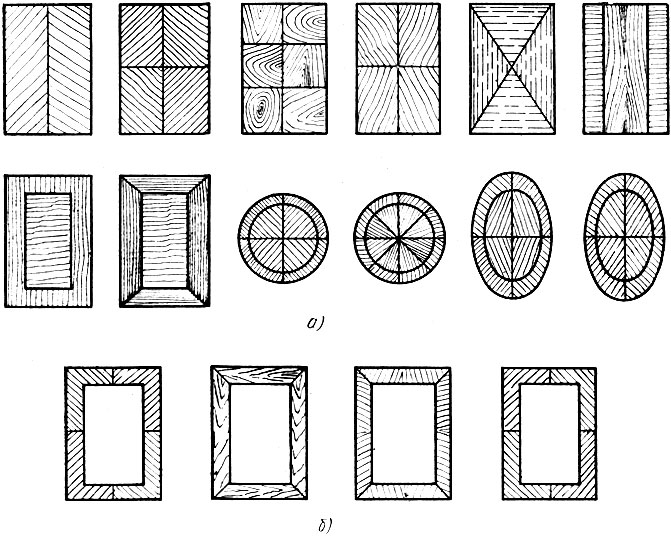
Рис. 107. Фигурные наборы для облицовывания прямоугольных, круглых и овальных плит (а) и рамок (б)
На рис. 108 приведена технологическая последовательность подборов шпона "в елку", "крестом" и круглого.
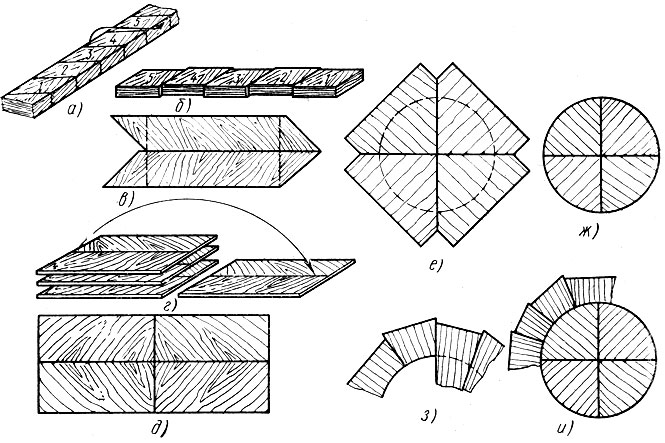
Рис. 108. Технологическая последовательность подборов шпона 'в елку' 'крестом' и круглого: а - разметка пачки шпона, б - укладка делянок после раскроя пачки, в - набор 'в елку', г - развертывание листов набора 'в елку', д - набор 'крестом', е - заготовка для круга, ж - обрезка заготовки, з - заготовка фриза, и - обкладка круга фризом; 1, 2, 3, 4, 5 - делянки
Фигурный набор шпона "в елку" и "крестом" выполняют так. Пачку шпона фугуют с двух сторон, после чего раскраивают по намеченным линиям (рис. 108, а) на делянки 1, 2, 3, 4 и 5. Их располагают в том же порядке, в каком они находились в пачке, укладывая долевыми кромками слева направо (рис. 108, б). Затем листы каждого ряда склеивают в полосы и складывают в пачку в той же последовательности, в какой они находились в кноле. Собранную таким образом пачку фугуют с двух или с одной стороны. Отфугованные полосы располагают попарно, в каждой паре одну из полос разворачивая на 180°. При наборе "крестом" пачку подобранных "в елку" листов разрезают поперек по линиям, показанным пунктиром на рис. 108, е. Далее листы разворачивают на 180° (рис. 108, г) и склеивают, получая набор "крестом" (рис. 108,5).
При подборе круглого набора сначала делают заготовку для круга (рис. 108, е) с припуском на обрезку, которую выполняют ножом или циркулем. При обрезке циркулем вместо карандаша вставляют нож, а под ножку циркуля приклеивают пластинку из фанеры, чтобы не испортить набор. После обрезки получается круглая заготовка (рис. 108, ж). Затем формируют заготовку для фриза (рис. 108, з) и обкладывают круг фризом (рис. 108, и).
В изделиях художественной мебели наибольшее применение находит комбинированная облицовка, при которой наряду с простым набором используют фигурный.
Ребросклеивание шпона в листы при простых наборах производят на ребросклеивающих станках. На этих станках прифугованные делянки склеивают клеевой гуммированной лентой или клеевой нитью.
Склеивание гуммированной лентой (рис. 109, а) выполняют на ленточных ребросклеивающих станках. Полосы шпона, плотно прижатые соседними кромками к тонкой направляющей линейке 3, подводят к прижимному ролику 6, приклеивают к ним конец ленты, проталкивают под ролик и включают механическую подачу.
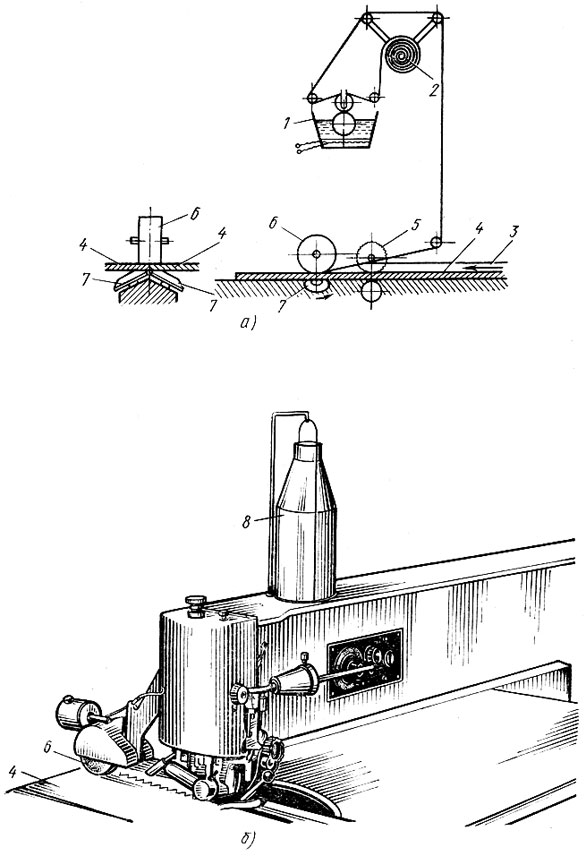
Рис. 109. Ребросклеивание шпона на станках: а - гуммированной лентой, б - клеевой нитью; 1 - обогреваемая ванна с водой, 2 - рулон гуммированной ленты, 3 - направляющая линейка, 4 - склеиваемые полосы шпона, 5 - подающий рифленый валик, 6 - прижимной гладкий ролик, 7 - конические ролики, 8 - бобина с нитью
Склеиваемые полосы 4 подаются рифленым валиком 5 и плотно сжимаются коническими или косопоставленными роликами 7. На сжатые кромки накладывается гуммированная лента, которая сматывается с катушки и смачивается водой в ванне 1. Лента приклеивается нажатием прижимного ролика. Для непрерывной работы станка полосы необходимо подавать впритык одну пару за другой.
Недостаток соединенных гуммированной лентой листов заключается в том, что на их поверхности, после того как они были наклеены на основу в прессах, остаются вдавленные следы от ленты, трудно поддающиеся устранению. Кроме того, под влиянием отвердителей смоляных клеев, применяемых при облицовывании, глютиновый клей гуммированной ленты становится мало растворимым в воде и поэтому лента трудно снимается.
Если применять гуммированную ленту на тонкой бумажной основе (с плотностью бумаги от 30 г/м2), то ее можно размещать при облицовывании на внутренней поверхности плиты. Гуммированная лента так же, как и шпон, смачивается клеем и плотно приклеивается к основе. Кроме того, клеевой раствор при запрессовке проходит сквозь бумагу, пропитывая ее. Поверхность применяемой в этом случае ленты должна быть перфорированной.
В настоящее время наибольшее распространение получил метод соединения шпона термопластичной клеящей нитью толщиной 0,3-0,35 мм на специальных станках (рис. 109, б).
Пара соединяемых полос шпона 4 подается в станок так, что кромки их плотно прилегают одна к другой. На края полос накладывается зигзагами разогретая нить, которая сматывается с бобины 8. Вместе с нитью шпон поступает под ролик 6, который расплющивает нить. Соединенный таким образом шпон наклеивают на основу нитью внутрь.
На предприятиях с небольшим объемом облицовочных работ, а также при фигурных наборах шпона применяют ручные способы склеивания. Полосы шпона раскладывают на рабочем столе и подбирают по текстуре. Левой рукой плотно поджимают две соседние полосы, а правой поперек фуги накладывают кусочки гуммированной ленты с интервалами 20-50 см в зависимости от качества шпона. После этого полосы приклеивают сверху полосой гуммированной ленты и прикатывают ее специальным молоточком с вращающимся рифленым валиком.
Для удобства пользования гуммированной лентой бобину устанавливают в приспособление (рис. 110, а). Лента, сматываясь с бобины 1, увлажняется губкой 2, смоченной водой.
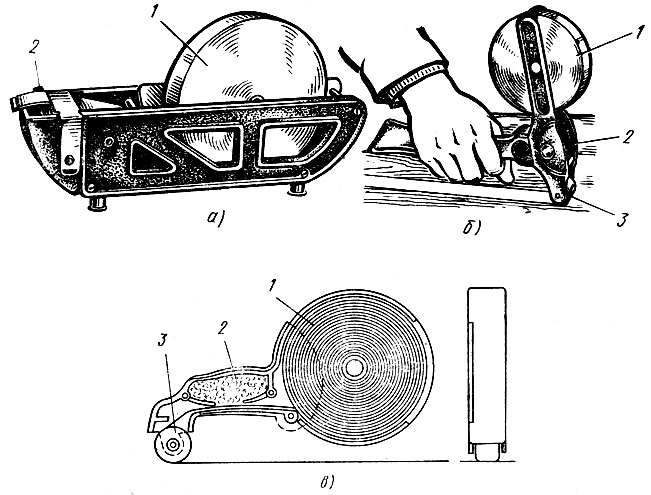
Рис. 110. Приспособления для установки бобины гуммированной ленты (а) и для наклейки гуммированной ленты (б, в): 1 - бобина, 2 - губка с водой, 3 - резиновый валик
При ручной наклейке гуммированной ленты удобно пользоваться специальными металлическими или пластмассовыми приспособлениями (рис. 110, б, в), состоящими из корпуса, на оси которого находится бобина 1 гуммированной ленты и смоченная водой губка 2. Конец гуммированной ленты сходит с резинового валика 3. При прокатывании валиком вдоль фуги (места соединения соседних прифугованных листов шпона) лента сматывается с бобины, увлажняется губкой и придавливается валиком к шпону.
В наборах шпона допускаются пороки древесины, не превышающие норм, указанных в технических требованиях на мебель.
Подобранные и сформированные наборы шпона маркируют, складывают на стеллажи в сухом, отапливаемом и вентилируемом помещении и передают на облицовывание по мере надобности.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'