Ссылки
§ 22. Подготовка основы
Подготовка основы под облицовывание шпоном. Основу под облицовывание шпоном подготавливают, чтобы получить ровную поверхность, удалив сучки, смолы, жировые пятна и вырывы волокон. В тех случаях, когда разнотолщинность заготовок не позволяет облицовывать их без выравнивания, заготовки калибруют (выравнивают) по толщине фрезерованием или шлифованием на станках.
Подготовленная поверхность должна быть равномерно матовой и не иметь царапин, задиров, вырывов, потеков клея и других дефектов.
Процесс подготовки под облицовывание зависит от материалов, применяемых в качестве основы.
Подготовка плит заключается в основном в шлифовании или цинублении поверхностей и оформлении кромок приклеиванием раскладок.
Если на подготавливаемых под облицовывание плоскостях имеются заколы, вырывы волокон, их заделывают шпатлевкой. Для приготовления шпатлевки берут клей, которым будут пользоваться при облицовывании, добавляют в него 20-30% древесной муки или измельченного березового угля и перемешивают состав до получения однородной массы. Приготовляют шпатлевку по мере ее потребления небольшими порциями. Шпатлевку наносят шпателем. Если после высыхания она дает усадку, места проседания вторично шпатлюют.
Шпатлевка должна хорошо сцепляться с древесиной, иметь незначительную усадку и допускать обработку инструментами без быстрого их затупления при нормальных режимах работы. Шпатлюют поверхности перед шлифованием и цинублением.
Подготовка под облицовывание деталей из массива древесины заключается в удалении с их поверхности сучков, не допускаемых по техническим условиям под облицовывание, жировых пятен, а также в их выравнивании. Не заделанные на основе вмятины, сучки, заколы служат причиной появления дефектов облицовывания.
Основа и сучок обладают разной величиной усушки. При уменьшении влажности сучок, отличающийся поперечным к основе направлением волокон, будет усыхать меньше и выступать над поверхностью детали. Наоборот, при увеличении влажности основа разбухает больше и торцевая поверхность сучка втягивается в нее, образуя впадину. Поэтому сучки обязательно высверливают, а затем эти места заделывают пробками, направление волокон которых должно совпадать с направлением волокон основы в местах заделок.
Смолу и гниль также необходимо удалять, так как шпон над ними будет отслаиваться.
Заключительной операцией подготовки деталей из массива древесины под облицовывание является шлифование поверхностей или цинубление. Цинублением достигают разрыхления поверхностного слоя древесины, для чего наносят на основу сетку рисок, направленных параллельно ее волокнам или под некоторым углом к ним. В дальнейшем под давлением запрессовки за счет снятия и уплотнения этих выступающих участков поверхность основы и толщина клеевого слоя выравниваются.
Подготавливают под облицовывание сборочные единицы (коробки, рамки), изготовленные из массива древесины, следующим образом. Выходящие на поверхность торцы шипов и щечек проушин, стыки в шиповых соединениях заделывают древесиной. Способы заделки определяются конструкторской документацией.
Чтобы избежать трудоемких ручных работ по заделке торцов и стыков соединений, следует максимально применять в качестве основы древесностружечные плиты, не имеющие торцевых поверхностей.
Подготовка основы под облицовывание пленками и пластиками. Основу под облицовывание пленками и пластиками подготавливают, чтобы получить ровную и равномерно матовую поверхность. На подготовленной поверхности не допускаются царапины, забои, вырывы волокон, следы от ножей и резцов, прошлифовка слоя шпона.
Процесс подготовки заготовок под облицовывание пленками состоит из операций шлифования, шпатлевания или порозаполнения облицовываемых поверхностей, под облицовывание пластиками - из операции шлифования. Если поверхности, облицовываемые пластиками, имеют заколы и вырывы, их заделывают замазкой.
Шпатлюют поверхности древесностружечных плит. Если предварительно они были облицованы шпоном, производят порозаполнение.
Для шпатлевания применяют шпатлевку следующего состава, части по массе:
Мочевиноформальдегидная смола...................100 Тальк...........................................70-100 Поливинилацетатная дисперсия....................10 Поверхностно-активные вещества ОП-7 или ОП-10...1 Хлористый аммоний...............................0,6-1,0
Состав порозаполнителя приведен в табл. 14.
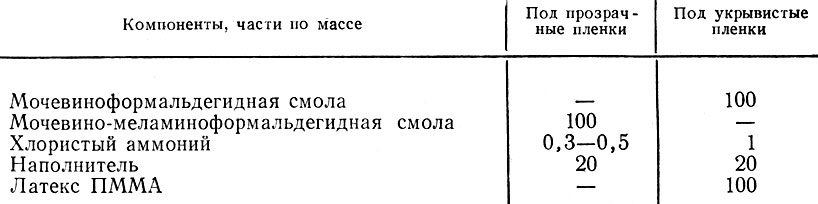
Таблица 14. Состав порозаполнителя под облицовывание полимерными пленками
Шпатлевки и порозаполнитель приготовляют в чистых клеемешалках путем смешивания компонентов. Шпатлевку и порозаполнитель на облицовываемые поверхности наносят на клеенаносящих станках.
Шпатлевание и порозаполнение производят прессованием в прессах с обогреваемыми плитами. Для прессования применяют дюралюминиевые прокладки толщиной 1,5-2 мм. Шероховатость поверхности прокладок должна быть не ниже 8-го класса (ГОСТ 2789-73).
Технологический процесс шпатлевания и порозаполнения осуществляется следующим образом. На рабочем столе у пресса формируют пакеты по схеме: дюралюминиевая прокладка, заготовка с нанесенной на клеенаносящем станке шпатлевкой или порозаполнителем, дюралюминиевая прокладка. Температура прокладок не выше 30°С. Сформированные пакеты загружают в пресс и прессу-ют в течение 3-5 мин при удельном давлении 12-15 кгс/см2, температуре плит пресса при шпатлевании 140°С, порозаполнении 115-120°С. После выгрузки из пресса заготовки выдерживают в условиях цеха в течение 12-24 ч.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'