Ссылки
§ 23. Пластмассовые изделия, формованные из листов
Изделия, изготовляемые способом формования из листовых материалов, имеют сравнительно неширокое применение. Они представляют собой различные емкости - ящики (рис. 79, а), полуящики и другие изделия, форма которых может быть получена из листа, например блоки сидений и спинок стульев, выдвижные полки, лотки (рис. 79, б).
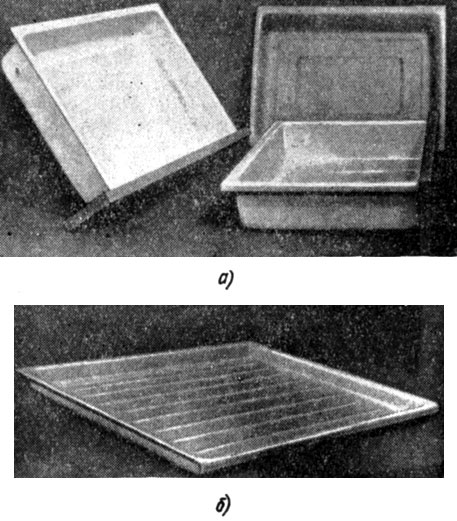
Рис. 79. Пластмассовые изделия, изготовляемые способом вакуум- или пневмоформования: а - выдвижные ящики, б - выдвижной лоток
Способ формования изделий из листов малопроизводителен и связан с большими отходами. Однако он требует простого оборудования, окупающегося при выпуске небольших серий. В процессе формования из листов изделия происходит утонение его стенок. Утонение стенок ящиков, полуящиков и других емкостей идет от края к дну. Величина утонения зависит от глубины вытяжки формуемого изделия, наличия закруглений, острых углов и других факторов. Это следует учитывать при конструировании и по возможности проектировать изделия с небольшой глубиной вытяжки и не имеющие острых углов.
Глубина вытяжки является основным фактором, определяющим окончательную толщину стенки. Чем глубже изделие, т. е. чем больше глубина его вытяжки, тем тоньше получаются стенки по отношению к первоначальной толщине листа. Степень вытяжки характеризуется отношением Н/В, где Н - высота или глубина изделия, а В - его ширина (рис. 80). При конструировании изделий желательно, чтобы отношение Н/В было не более 1. Чем меньше отношение Н/В, тем лучше будет качество формируемого изделия. В то же время на современном оборудовании с предварительной механической вытяжкой листов можно получать изделия с отношением Н/В, равным 2-2,5. Однако жесткость таких изделий снижается. Поэтому глубокую вытяжку следует применять только для изделий, не требующих большой жесткости.
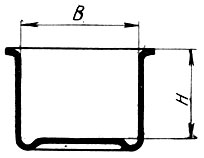
Рис. 80. Высота и глубина изделия, отношение которых характеризует степень вытяжки
Технологические уклоны облегчают съем изделия с формы и способствуют улучшению его качества. Угол наклона стенок желательно принимать не менее 1°.
Изделия с острыми углами можно отформовать. Однако жесткость таких изделий значительно ниже, чем изделий, имеющих закругленные углы, кроме того, усложняется и процесс изготовления. Поэтому закругление углов рекомендуется предусматривать во всех случаях, где это не противоречит назначению изделия. Минимальный радиус закругления углов должен быть не менее первоначальной толщины применяемого для формования листа пластмассы. В формованных из листов изделиях могут быть предусмотрены ребра жесткости в виде нервюр (см. рис. 69, а) или буртов (рис. 81). Оптимальная ширина буртов для подвески ящиков - 10 мм.
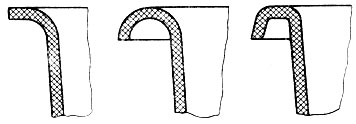
Рис. 81. Бурты, получаемые при вакуум- или пневмоформовании изделий
Толщину стенок формованного изделия выбирают в зависимости от его назначения. При конструировании различных емкостей можно пользоваться данными, приведенными на стр. 76. Однако следует учитывать, что жесткость формованных ящиков ниже жесткости прессованных. Поэтому толщина стенок у изделий, формованных из листов, должна быть на 0,5-1,0 мм больше, чем у прессованных.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'