Ссылки
§ 24. Пластмассовые экструзионные изделия
Способом экструзии получают изделия, которые могут иметь неограниченную длину и постоянный профиль в поперечном сечении. Если же требуется изготовить изделие с переменным профилем в поперечном сечении, то такой профиль должен периодически повторяться по всей его длине. Способом экструзии изготовляют различные раскладки, направляющие и соединительные планки для соединения листовых материалов (фанеры), канты для мягкой мебели, ручки-планки. Некоторые виды применяемых в мебели экструзионных изделий показаны на рис. 82.

Рис. 82. Пластмассовые элементы мебели, получаемые способом экструзии: 1 - раскладка, 2 - кант, 3-5 - направляющие планки для раздвижных дверок из листовых материалов, 6 - направляющая планка для щитовых раздвижных дверок, 7 - соединительная планка для листовых материалов, 8 - ручка-планка
В настоящее время за рубежом нашли применение мебельные ящики, стенки которых получены способом экструзии. Ящик (рис. 83) состоит из боковых 3 и задней 5 пластмассовых стенок. Боковые и задняя стенки соединяются на клею при помощи пластмассового углового соединительного элемента 4. В передние торцовые кромки боковых стенок вставляют пластмассовые наконечники 2, имеющие шканты 1 для крепления передней стенки.
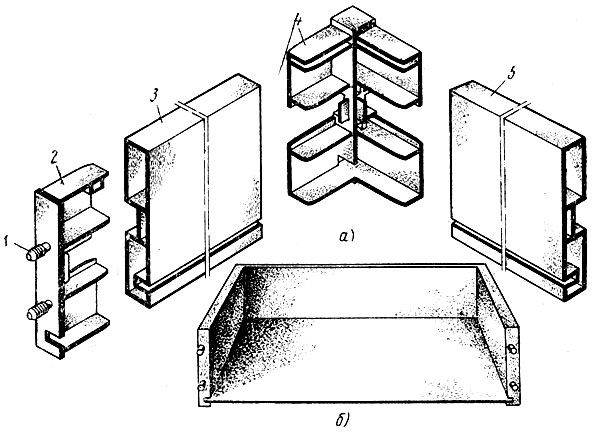
Рис. 83. Мебельный ящик, стенки которого получены способом экструзии: а - схема ящика, б - общий вид; 1 - шканты, 2 - наконечник, 3 - стенка боковая, 4 - угловой соединительный элемент, 5 - стенка задняя
Как видно из приведенных рисунков, пластмассовые экструзионные изделия представляют собой тонкостенные конструкции с незамкнутыми или замкнутыми полостями, с равнотолщинными или с утолщенными стенками.
При конструировании необходимо учитывать особенности технологического процесса изготовления экструзионных изделий и влияние геометрической их формы на технологический процесс и конструкцию формующего инструмента.
Процесс экструзии пластмассовых изделий состоит из операций нагревания и размягчения термопластов, выдавливания расплава через фильеру, охлаждения изделия после выхода из фильеры, приема изделия и резки его на отдельные заготовки нужной длины или наматывания на барабан.
На получение профильного изделия наибольшее влияние оказывают стадии формования и охлаждения. Формование изделий происходит не только при выдавливании расплава через фильеру, но и после выхода из нее. Это означает, что при выдавливании расплава получается не готовое изделие, а горячая заготовка. Поэтому конструкция изделия должна обеспечивать возможность приема его заготовки при выходе из фильеры и калибровании ее для достижения нужных размеров. Очевидно, что детали открытого типа с незамкнутым контуром значительно проще откалибровать, чем детали, имеющие закрытую форму (типа стенок, показанных на рис. 83, 3, 5). Чем сложнее форма детали, тем труднее обеспечить ее калибрование.
При конструировании экструзионных изделий следует по возможности избегать сложных криволинейных поверхностей: заменять овальные и другие подобные поверхности поверхностями, имеющими форму окружности; не применять слишком тонких и разнотолщинных стенок. Необходимо также учитывать, что способом экструзии не из всех видов пластмасс можно получить детали с острыми углами. Это объясняется тем, что в острых углах фильеры течение расплава некоторых видов пластмасс тормозится и острый угол детали скругляется. Поэтому в конструкциях желательно предусматривать скругление острых углов радиусом не менее 0,2 мм.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'