Ссылки
§ 16. Технология отделки плетеных изделии
Виды отделки. Плетеные изделия эксплуатируют в условиях переменной влажности и температуры, поэтому в целях предохранения древесины от вредных воздействий воздуха, влаги, света и загрязнения их отделывают. Отделка заключается в создании на поверхностях изделий покрытий, защищающих изделия от вредных воздействий, улучшающих их эксплуатационные и декоративные качества. При отделке поверхности покрывают жидкими отделочными материалами, облицовывают пленками и пластиками, украшают резьбой, выжиганием, накладным декором.
В зависимости от применяемых отделочных материалов, техники их нанесения и обработки отделки бывает: прозрачная, сохраняющая текстуру древесины; непрозрачная, закрывающая текстуру и цвет древесины; имитационная, воспроизводящая на отделываемой поверхности текстуру и цвет древесины; специальная художественная.

Табуретки кухонные художественного плетения
Прозрачная отделка. На поверхности древесины создают прозрачное покрытие жидкими или пленочными отделочными материалами. Если при этом нужно изменить натуральный цвет древесины, поверхность древесины предварительно обрабатывают красителем. Простейший вид прозрачного покрытия - тонкий слой прозрачного лака, нанесенного на древесину. При этом древесина впитывает в себя часть лака, а часть его остается на поверхности в виде прозрачной тонкой пленки. Древесина впитывает лак неравномерно: более рыхлые слои впитывают лак больше, более плотные - меньше. Если после высыхания первого слоя лака нанести второй, он не будет впитываться древесиной или будет впитываться незначительно, так как поверхность древесины будет закреплена (загрунтована) первым слоем. Нанесением двух-трех слоев лака получают отделанную лаком поверхность с открытыми порами.
Нанесением большого числа слоев лака и втиранием его в поры древесины можно получить на поверхности древесины лаковые покрытия с закрытыми порами. Защитно-декоративные прозрачные покрытия применяют для пород древесины с красивой текстурой. Защитные прозрачные покрытия применяют для отделки нелицевых поверхностей изделий.
Непрозрачная отделка. На поверхности древесины создают непрозрачное одноцветное или рисунчатое покрытие жидкими или пленочными материалами. Непрозрачное покрытие может быть получено нанесением на поверхность нескольких слоев непрозрачной эмали. Так же, как и при прозрачной отделке непрозрачными эмалями и лаками можно получить покрытия с открытыми и закрытыми порами. Непрозрачные покрытия наносят на поверхность из древесины хвойных и недорогих мягких лиственных пород, древесностружечных и древесноволокнистых плит. Под прозрачную отделку выполняют отделочную подготовку изделий - отбеливание, окрашивание, выжигание.
Отбеливание. Назначение отбеливания - искусственное изменение цвета древесины для осветления и получения равномерного цвета отделываемой поверхности воздействием на нее отбеливающих составов. Отбеливают плетеные изделия так же для предохранения их от гниения. Окоренные и высушенные на солнце ивовые прутья и палки достаточно белы, но однотонной белизны они не имеют. Простейший способ отбелки - окуривание материалов и изделий серой в герметически закрытых ящиках или помещениях. Перед отбелкой материалы и изделия смачивают водой. Запачканные во время работы изделия моют водой с мылом. Материалы и изделия свободно развешивают или раскладывают в ящиках и камерах для окуривания.
Для окуривания берут 60 г серы на 1 м3 объема ящика или камеры для окуривания. Серу кладут в какой-либо глиняный или металлический сосуд и зажигают. Когда сера хорошо разгорится, ящик или камеру закрывают, а все щели заклеивают или плотно замазывают глиной. Отбеливание серой продолжается 3 - 6 ч. Отбеливают изделия также парами серной кислоты. Для этого в камеру для отбелки на 1 -2 сут ставят открытый сосуд с серной кислотой. Вымачивание изделий и материалов в растворе: 1 часть хлорной извести на 15 частей воды, разбавленной 1 - 2% серной кислоты, также является хорошим средством для отбелки.
Для осветления применяют комбинированные составы, изготовляемые по рецептуре, мас. ч.:
| 1-й | 2-й | |
| Перекись водорода 20%-ная | 100 | 100 |
| Жидкое стекло | 10 - 50 | - |
| Аммиачная вода 20%-ная | - | 10 |
Перед осветлением комбинированным составом поверхность древесины предварительно обрабатывают 40 - 42%-ным раствором едкого натра, промывают водой, затем обрабатывают 2 - 4%-ным раствором щавелевой или уксусной кислоты и снова промывают водой. Отбеливание выполняют щеткой или тампоном, нанося слой раствора на поверхность и смывая его теплой водой после нескольких минут выдержки. При отбеливании необходимо пользоваться резиновыми перчатками.
Окрашивание. При подготовке изделий под прозрачную отделку крашение осуществляют при помощи протрав, красителей и пигментов. Существуют различные способы крашения этими материалами: вручную (тампоном или кистью), пневматическое распыление, окунание, крашение в горяче-холодных ваннах и др.
При крашении вручную окрашиваемую поверхность обильно смачивают тампоном или поролоновой губкой, затем насухо протирают сухим тампоном вдоль волокон древесины. При крашении методом окунания детали или изделия навешивают на подвески и погружают в ванну с раствором. После извлечения из ванны деталь или изделие устанавливают так, чтобы краситель свободно стекал с нее. Детали или изделия не протирают.
После окрашивания растворами красителей заготовки, детали или изделия сушат в условиях цеха или в камерах с принудительной циркуляцией нагретого воздуха. Продолжительность сушки в условиях цеха при 18 - 23°С не менее 3 ч, в сушильных камерах при 45 - 50°- 10 мин, при 80 - 85°С - 5 мин.
Многие плетеные изделия окрашивают (протравливают) в один цвет, иногда окрашивают только отдельные части изделий. Кроме того, изделия плетут узорами из окрашенных в разные цвета прутьев и лент. Перед цветным протравливанием изделия и материалы погружают на короткое время в раствор квасцов или поташа, чтобы устранить влияние имеющихся в иве дубильных веществ, которые мешают окраске.
Для одноцветной окраски плетеных изделий и материалов чаще всего пользуются анилиновыми красками, широко применяемыми в текстильной промышленности. На 10 л воды требуется 3 - 4 пакетика краски желаемого цвета. Краски растворяют в горячей, нагретой до 60 - 80°С воде. В раствор добавляют 2 - 3 ложки столового уксуса. Изделия и материалы держат в растворе не менее 1 - 3 ч.
Для прочности окрашивания изделия и материалы лучше вымачивать не в растворе квасцов или поташа, а в растворе следующего состава: 100 г мыла на 4 л горячей воды. Хорошо высушенные прутья и изделия кладут в этот раствор, затем высушивают и после этого протравливают в анилиновой краске. Если предметы большого размера, их многократно обливают водным раствором химической краски. Кроме анилиновых красок для протравливания пользуются и другими водными растворами красок различных цветов. Некоторые из таких красок- протрав приготавливают из растительных красящих материалов. Для этого используют следующие растения, которые, как и другие красящие материалы, кладут в холщевый мешок и варят в дождевой или чистой речной воде:
для окраски в желтый цвет - отвар вереска-багульника, луковой шелухи, молодых березовых листьев, небольшого количества шафрана;
для окраски в коричневый цвет - отвар веток и коры черной ольхи или побегов и листьев крушины;
для окраски в зеленый цвет - отвар из плауна-дерябы.
Кроме растительных отваров для протрав, применяются и другие красящие растворы:
для зеленого цвета 150 г мелиловой зелени на 3 л воды или 150 г зеленого малахита, 30 г желтого нафталина на 4 л воды;
для серого цвета 150 г железного купороса на 1 - 1,5 л воды. Материалы или изделия протравливают кипячением около 2 ч, после чего их просушивают и снова варят 30 мин в растворе 30 г пирогалловой кислоты на 1,5 л воды;
для коричневого цвета изделие и материалы покрывают 2 - 10%-ным раствором бейца или 3 - 5%-ным раствором марганцевокислого калия и варят в продолжении 2 ч в растворе 150 г поташа на 2 л воды. После просушки их снова варят в продолжение 2 ч в растворе 50 г пирогалловой кислоты на 2 л воды;
для черного цвета смачивают 3%-ным раствором кампешевого экстракта, просушивают и покрывают 2%-ным раствором двухромовокислого калия;
для синего цвета кипятят в продолжение 2 - 5 ч в растворе 1 мас. ч. индиго на 20 мас. ч. воды; более слабый раствор индиго окрашивает в голубой цвет;
для фиолетового цвета смачивают 2%-ным раствором кристаллической английской соли;
для оранжевого цвета кипятят в 2 - 4%-ном растворе двухромовокислого калия;
для красного цвета применяют раствор 120 г фуксина на 4 л воды.
Для окрашивания плетеных изделий применяют также и готовые масляные краски. Перед окраской изделия покрывают олифой. После того как олифа высохнет, их окрашивают не менее двух раз жидкими масляными красками. Применяют также и эмалевые краски, которые наносят на изделия, предварительно протравленные водными растворами соответствующего цвета.
Выжигание. Выжигание основано на свойстве древесины при сильном нагреве принимать коричневые цвета. Один из способов выжигания - горячее рисование (пирография), которое выполняют вручную раскаленной иглой по заранее нанесенному карандашом рисунку. Отдельные детали плетеных изделий, особенно палки и пластины, подвергают крапчатому обжигу, для получения которого поверхность палок и пластин обрызгивают раствором глины и обжигают на примусе или паяльной лампе, после чего глину смывают водой. Выжигание может быть заменено протравливанием узоров по карандашному рисунку сильным раствором калигиперманганика, который наносится обыкновенным пером.
На деревянных элементах плетеной мебели выжигание производят горячим печатанием (пиротипией), которое осуществляют прессованием нагретыми до 150 - 170 °С металлическими штампами или прокаткой нагретых медных барабанов по обрабатываемой поверхности. Температуру барабана и его давление на обрабатываемую поверхность регулируют.
Роспись красками. Это один из древнейших способов русской национальной художественной отделки изделий из древесины. В изделиях художественной мебели применяют хохломскую роспись. Поверхность белых неокрашенных заготовок грунтуют, втирая в нее жидкую тонкоизмельченную осажденную глину, и подсушивают. Затем смазывают загрунтованную поверхность льняным маслом, протирают ее, наносят шпатлевку, состоящую из глины и олифы, и просушивают. После этого поверхность четырехкратно покрывают олифой, каждый раз подсушивая ее между покрытиями. Последнее покрытие подсушивают в печи до отлипа и наносят на него слой алюминиевого порошка с последующей росписью масляными красками. После высыхания роспись лакируют и термообрабатывают в печи, что придает покрытию стойкость к влаге и истиранию. Благодаря термообработке лак становится желтовато-коричневым, серебристый цвет алюминиевого порошка приобретает золотистый блеск.
Отделка металлами (золочение, серебрение, бронзирование). Этот метод отделки в настоящее время применяют в основном при реставрационных работах. При отделке древесины методом золочения и серебрения применяют фольгу из золота или серебра как натурального, так и поддельного. Толщина фольги составляет 0,002 - 0,005 мм.
Поверхность, подлежащая золочению или серебрению, должна быть твердой и гладкой. Только в этом случае тонкий покров из фольги будет создавать впечатление твердого металла. Для этого поверхность многократно обрабатывают шпатлевкой (левкасом), состоящей из мездрового клея и тонкомолотого порошка мела. После нанесения каждого слоя левкаса поверхность просушивают и шлифуют. Последние слои левкаса шлифуют сукном, так как самые мелкие зерна шкурок оставят следы, которые будут заметны на фольге.
Поверх левкаса наносят 2 - 3 слоя лака или клея с промежуточной сушкой и шлифованием. Последний слой высушивают до отлипа и на него накладывают фольгу. Из современных материалов для применения фольги пригодны масляные лаки, разбавленные олифой с добавлением сиккатива, и желатиновый клей. Последний перед нанесением фольги смачивают разбавленным спиртом, чтобы придать ему клеящие свойства. Лаки и клеи подкрашивают для придания покрытиям из золота и серебра различных цветовых оттенков.
При бронзировании поверхность покрывают порошком бронзы, смешанным со связующим веществом (лаком). Смесь наносят кистью. Другой вид бронзирования - нанесение сухого бронзового порошка на поверхность, покрытую лаком, высушенным до отлипа. Для бронзирования применяют масляные и спиртовые лаки. Не следует пользоваться синтетическими лаками, в которых бронзовый порошок темнеет. Для отделки мебели применяют также фольгу из анодированного в различные цвета алюминия толщиной 0,1 - 0,2 мм. Фольгу приклеивают к древесине клеями 88Н, ВФ-2 и др.
Способы нанесения отделочного материала. Выбор способа нанесения отделочного материала зависит от размера и формы отделываемых деталей, необходимой толщины создаваемого покрытия. При изготовлении мебели жидкие отделочные материалы наносят на отделываемую поверхность ручным инструментом, пневматическим распылителем, в электрическом поле, окунанием.
Нанесение отделочных материалов ручным инструментом. При малых объемах отделочных работ отделочные материалы наносят ручным инструментом - кистью или тампоном. Для нанесения отделочных материалов применяют щетинные и волосяные кисти-ручники круглой или плоской формы (рис. 79, а). Тампон делают из мебельной ваты или вязальной шерсти, завернутой в полотняную ткань. Наносить отделочные материалы кистью можно на поверхности любых форм. При отделке тампоном отделочные материалы не попадают на по с этими поверхностями. При лакировании кисть (рис. 79, б) окунают в сосуд с лаком и наносят его на отделываемую поверхность вдоль волокон древесины в несколько слоев с промежуточной сушкой между ними. Число слоев зависит от выбранного технологического процесса отделки.
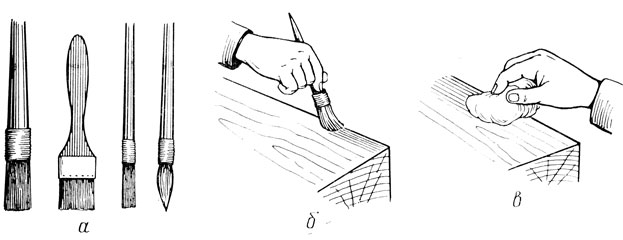
Рис. 79. Нанесение отделочных материалов ручным инструментом
При лакировании тампоном (рис. 79, в) вату или шерсть смачивают лаком и, завернув в полотно, наносят на поверхность вдоль волокон древесины. При лакировании ручным инструментом лак наносят ровным слоем, не допуская потеков и неравномерной толщины пленки. Потеки лака появляются, если используют очень жидкий лак, а неравномерная толщина пленки, если применяют загустевшие лаки. В этих случаях необходимо привести к норме вязкость лаков.
Нанесение отделочных материалов пневматическим распылением. Этот способ применяют при отделке криволинейных поверхностей и изделий в собранном виде. Метод пневматического распыления основан на распылении отделочного материала при помощи сжатого воздуха. Струя воздуха, выходящая из сопла распылителя, преодолевая силы сцепления частиц отделочного материала, распыляет его на мелкие капли. При попадании на поверхность эти капли сливаются и образуют ровный слой покрытия.
Для нанесения материалов методом распыления применяют ручные пистолеты-краскораспылители. Качество лакирования пневматическим распылением зависит от различных параметров, оптимальные значения которых приведены ниже:
Рабочая вязкость лака по вискозимеру ВЗ-4 при 20° С, с. . . . . 30 ± 5
Давление воздуха, МПа, на входе в распылитель. . . . . . . . 0,35 - 0,45
Давление воздуха на лак, МПа, при диаметре сопла, мм:
2 и менее. . . . . 0,2 - 0,22
2,2 и более. . . . 0,05 - 0,1
Расстояние от сопла до отделываемой поверхности, мм. . . . . 250 - 300
Скорость перемещения распылителя, м/мин. . . . . . . . . . . 25 - 35
Примечание. На узкие поверхности лак наносят вдоль волокон, на широкие - перекрестно.
При пневматическом распылении применяют также подогретые до 55 - 75°С отделочные материалы. Подогрев позволяет получить необходимую для нанесения вязкость отделочных материалов с меньшим количеством растворителя, чем при нанесении без подогрева, т. е. применять лаки с повышенным содержанием сухого остатка. Применение лаков с повышенным содержанием сухого остатка обеспечивает хорошее растекание на поверхности изделий лаков с большей вязкостью, уменьшает возможность образования потеков на вертикальных поверхностях, что позволяет наносить лаки более толстым слоем. Кроме того, снижается число наносимых слоев, экономятся растворители, повышается производительность. Отделочные материалы пневматическим распылителем наносят в распылительных кабинах, снабженных мощной вытяжной вентиляцией и фильтрами для задержания лакокрасочного тумана.
По сравнению с нанесением отделочных материалов ручными инструментами метод пневматического распыления позволяет улучшить качество покрытий, увеличить производительность труда. Недостаток метода пневматического распыления - большие потери отделочных материалов, вызванные туманообразованием и его отскакиванием от поверхности изделия. При отделке решетчатой мебели (стулья, кресла и т. д.) потери достигают 70%.
Нанесение отделочных материалов в поле токов высокой частоты (ТВЧ). Потери при распылении отделочных материалов значительно уменьшаются при наличии сил взаимного притяжения между отделываемым изделием и распыляемыми частицами отделочного материала. Создать такие силы можно, если распыленные отделочные материалы наносить на изделие в поле ТВЧ. Распыленные частицы отделочного материала, попадая в электрическое поле, приобретают заряд и, двигаясь по силовым линиям электрического поля, достигают поверхности окрашиваемого изделия и оседают на ней. Электрическое поле создается между отрицательно заряженным распылителем и положительно заряженным изделием.
Отделочные материалы распыляют в электрическом поле высокого напряжения при помощи вращающихся распылителей - чашечных, грибковых, дисковых. Схемы нанесения отделочных материалов в электрическом поле высокого напряжения показаны на рис. 80. В середину распылителя 2 (чаши, грибка, диска) по трубке 3 подается отделочный материал. К распылителям подводят высокое напряжение отрицательного заряда. Отделочный материал, попадая на распылитель, получает его заряд, под действием центробежной силы разбрасывается кромками распылителя и попадает на положительно заряженное изделие 1. При использовании дисковых распылителей для получения направленной струи устанавливают экран 4, заряженный так же, как и распылитель.
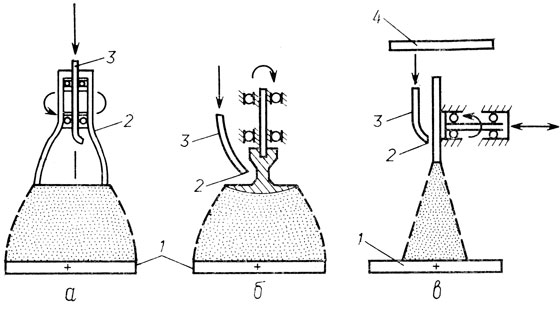
Рис. 80. Нанесение отделочных материалов в электрическом поле высокого напряжения распылителями: а - чашечным; б - грибковым; в - дисковым
Метод нанесения отделочных материалов в поле ТВЧ позволяет сократить их расход по сравнению с нанесением пневматическим распылением в 2 раза. Этот метод наиболее применим для отделки изделий плетеной мебели.
Нанесение отделочных материалов окунанием. Этим методом отделочные материалы наносят на объемные криволинейные детали, имеющие обтекаемую форму без внутренних углов, в которых мог бы задержаться отделочный материал. Деталь погружают в ванну с отделочным материалом, затем извлекают из нее, выдерживают для стекания отделочного материала, сушат. Излишки отделочного материала, стекающие с деталей, возвращают в ванну после очистки и разведения растворителем до рабочей вязкости.
Качество покрытия при отделке окунанием зависит от различных факторов: скорости погружения и извлечения деталей из ванны, вязкости и температуры отделочного материала, содержания в нем пленкообразующих, деталей. Опытами установлены оптимальная скорость погружения (0,2 м/мин) деталей, подогретых до 60°С, в ванну и извлечения деталей из нее (0,1 м/мин) при использовании отделочного материала вязкостью 300 - 400 с по вискозиметру ВЗ-4 и с содержанием сухого остатка до 42%. При этих скоростях достигают равномерного смачивания всей детали (изделия) составом, отсутствия пузырей на поверхности, достаточно равномерного покрытия по толщине и стекания излишков лака, а также необходимой толщины покрытия.
Скорость погружения не оказывает существенного влияния на толщину получаемого покрытия, в то время как с увеличением скорости извлечения толщина покрытия увеличивается, а с уменьшением - соответственно уменьшается, так как с детали успевает стечь больше отделочного состава. Предварительный подогрев деталей (изделий) до 60 °С позволяет применять отделочные материалы с содержанием сухого остатка до 42% и получать более равномерное покрытие. Кроме того, он предотвращает возникновение пузырей и снижает время сушки пленки.
Число наносимых слоев отделочного материала зависит от его состава, технологии, требуемого качества отделки. Форма ванны для окунания должна обеспечивать свободное опускание и извлечение деталей (изделий). После окунания лак равномерно растекается по поверхности детали, его излишки стекают с нижней части детали (изделия). Если сразу после окунания деталь (изделие) поместить в сушильную камеру с высокой температурой, на поверхности образуются потеки, пузыри, а снизу засыхают капли лака. Для лучшего растекания лака по поверхности после окунания детали (изделия) можно поместить в камеру, заполненную парами растворителей. Это способствует образованию равномерного покрытия по всей поверхности.
Преимущества метода окунания следующие: возможность механизации и автоматизации отделочных работ, а также одновременной отделки большого количества деталей; повышение производительности труда; экономия лакокрасочных материалов; получение достаточной толщины пленки при однократном нанесении лака или эмали; улучшение санитарного состояния в цехе.
К недостаткам этого метода относят невозможность получения равномерного по толщине покрытия по всей высоте детали (изделия), так как с верхней части детали (изделия) стекает большее количество лака, чем с нижней части. Методом окунания наносят лаки, эмали, красители.
В отделочных цехах большое внимание необходимо уделить технике безопасности и охране труда, так как в процессе лакирования выделяется значительное количество паров растворителей, загрязняющих воздух. Применяемые в составе лакокрасочных материалов растворители, разбавители, пластификаторы и другие химические вещества обладают токсическими свойствами так же, как и пыль, образующаяся при шлифовании лакокрасочного покрытия.
Токсическое действие паров растворителей и пыли зависит от концентрации их в воздухе. При малых концентрациях токсическое действие их почти отсутствует. Поэтому для защиты здоровья работающих проводятся профилактические мероприятия, к числу которых относится устройство вентиляционных установок кондиционирования воздуха. При помощи этих установок в отделочных цехах должен обеспечиваться такой воздухообмен, чтобы концентрация токсических газов, паров и пыли в воздухе производственных помещений не превышала предельно допустимых норм.
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны - это такие концентрации, которые при ежедневной работе длительностью не более 8 ч в течение всего рабочего стажа не вызывают у работающих заболеваний или отклонений в состоянии здоровья, обнаруживаемых современными методами исследования непосредственно в процессе работы или в отдаленные сроки. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны являются максимальными. Превышение их не допустимо.
Нарушение гигиенических условий труда и непринятие соответствующих предохранительных мер приводит к профессиональным заболеваниям (отравлениям). Профессиональными заболеваниями работников отделочных цехов являются дерматит и экзема. Токсические вещества могут также вызвать понижение общей сопротивляемости организма другим вредным воздействиям, например инфекции гриппа, туберкулеза и др.
Для предупреждения профессиональных заболеваний (дерматита и экземы) при работе с лакокрасочными материалами, выделяющими вредные пары растворителей, необходимо: перед началом работы смазать руки вазелином, а затем протереть их насухо; пользоваться специальными защитными пастами, которые после окончания работы смывают с рук водой; избегать мытья рук в растворителях и разбавителях лакокрасочных материалов; после мытья нужно вытирать руки, особенно между пальцами; на операциях, вызывающих сильное загрязнение рук (ручное крашение, грунтование, порозаполнение и т. д.), пользоваться резиновыми перчатками.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'