Ссылки
§ 11. Специальный инструмент
Древесину обрабатывают резанием с образованием стружек ручным инструментом и на станках. Ручным инструментом выполняют следующие виды резания: пиление ручными пилами, строгание стругами, долбление долотами, резание стамесками, сверление сверлами при помощи приспособлений, шлифование шкурками. Перед обработкой ручным инструментом заготовки предварительно размечают.
Для удобства при обработке древесины ручным инструментом используют столярный верстак. Высота его соответствует росту рабочего, т. е. если рабочий, став лицом к верстаку положит ладони рук на рабочую доску верстака и при этом руки в локтях и корпус рабочего остаются прямыми, высота верстака подобрана правильно. Крышка верстака должна быть ровной. Если рабочая доска покоробилась, необходимо сразу же ее выровнять, прострогав ручным фуганком. Крышку следует чистить и покрывать олифой не реже одного раза в месяц.
Инструменты, приспособления, вспомогательные материалы и спецодежду, находящиеся в личном пользовании рабочего, хранят в инструментальном шкафу. Режущие инструменты в шкафу хранят таким образом, чтобы они не портились от случайных ударов и не могли быть причиной травм. Приспособления и вспомогательные материалы в инструментальном шкафу должны иметь свое постоянное место. Рациональное размещение инструмента, приспособлений и вспомогательных материалов в инструментальном шкафу способствует повышению производительности труда рабочего.
В процессе работы инструменты располагают на верстаке в определенном порядке. Инструменты, которыми пользуются чаще, должны находиться ближе к рабочему. Каждому режущему инструменту в лотке верстака отводят свое место. Такое расположение инструмента должно быть постоянным, чтобы во время работы можно было брать нужный инструмент, не затрачивая лишнего времени на его отыскивание.
Разметка. Точность изготовления сопрягаемых элементов, прочность и внешний вид изделия зависят от разметки. Разметкой называется операция нанесения на обрабатываемый материал разметочных рисок или точек, определяющих контуры последующей обработки. При разметке применяют измерительные инструменты для переноса размеров с чертежа на заготовку, нанесения рисок, разметки окружностей и дуг, а также различные приспособления, ускоряющие выполнение этой операции. Для переноса размеров с чертежа на заготовку используют металлические масштабные линейки с ценой деления шкалы 1 или 0,5 мм.
Риски на заготовки наносят остро отточенным твердым карандашом 2T - 4Т или металлической чертилкой (шилом). Чертилку используют, если при нанесении риски необходимо сделать неглубокий надрез, например, при разметке поверхности, отделанной лаком. Карандашом или чертилкой риски наносят по угольнику. Угольники бывают следующих типов: для нанесения рисок под углом 90, 45 и 135° (ярунок), под любым углом (малка). Для нанесения рисок, параллельных кромке или пласти обрабатываемой заготовки, применяют рейсмус. Угольники и рейсмус изготавливают из древесины твердых лиственных пород (клен, бук, ясень).
Для разметки окружностей и дуг диаметром не более 0,5 м служат циркули со съемными и стационарными ножками. Для разметки окружностей больших диаметров применяют раздвижной циркуль. Циркули снабжены стопорными винтами для фиксации нужного размера. Открытые шипы и проушины размечают при помощи гребенки, позволяющей нанести нужное число рисок сразу. При помощи шаблонов удобно размечать криволинейные контуры деталей, центры отверстий, если они должны совпадать с такими же отверстиями в сопряженной детали, и т. п. Приспособления для разметки выполняют из фанеры, пластика, листовой стали. Сложные приспособления снабжают специальными упорами и другими устройствами для установки и закрепления на размечаемых заготовках.
Прежде чем приступить к разметке, необходимо проверить качество поступивших на разметку заготовок, сверить размеры с указанными на чертеже, отметить волнистой линией лицевые стороны, рассортировать заготовки по группам. В каждой группе должны находиться заготовки, которые размечают совместно (групповая разметка) или отдельно (индивидуальная разметка). Затем заготовки, подлежащие разметке, укладывают на рабочую доску верстака. Лицевые стороны заготовок должны быть ориентированы в одну сторону, обычно в сторону рабочего.
При разметке заготовок сначала наносят поперечные риски, затем долевые и наклонные, после этого окружности и закругления. Перед нанесением рисок выполняют разбивку, т. е. по масштабной линейке наносят метки в виде точек или штрихов. Разбивку начинают от измерительной базы, которой служит кромка или пласть заготовки или специально нанесенная риска. Поперечные риски наносят карандашом по угольнику. Для этого линейку угольника накладывают на одну из лицевых сторон заготовки, обычно кромку, колодку угольника прижимают к другой лицевой стороне заготовки и карандашом наносят риску. При нанесении рисок колодка угольника должна прилегать к заготовке по всей длине. При проведении рисок карандаш должен иметь двойной наклон; один в сторону от линейки и другой по направлению перемещения карандаша. Риска будет параллельна линейке, если карандаш равномерно прижимается к ней, а линейка плотно прилегает к заготовке. Риску следует проводить только один раз, она должна быть тонкой, поэтому необходимо следить за тем, чтобы острие карандаша было хорошо заточено.
Долевые параллельные риски наносят рейсмусом. Шпильки рейсмуса устанавливают по меткам или масштабной линейке. Колодка рейсмуса должна плотно прилегать к лицевой стороне заготовки. Риски проводят передвижением рейсмуса на себя и от себя. Глубина рисок 0,3 - 0,5 мм. Наклонные риски проводят по ерунку, малке, масштабной линейке или шаблону. Приемы выполнения операций те же, что и при проведении поперечных рисок. Циркулем линии наносят следующим образом. От лицевых сторон при помощи масштабной линейки или рейсмуса наносят метку, которая является центром окружности. Затем ножку циркуля устанавливают в полученный центр и наносят требуемую линию.
Разметка деталей должна быть точной и аккуратной. Она зависит не только от мастерства рабочего, но и от качества и точности разметочного и мерительного инструмента. Для проверки ровности обработанной поверхности служит правильный брусок или линейка. Для выполнения токарных работ необходимы кронциркуль и нутромер, которые соответственно служат для замера величины наружного и внутреннего диаметров изделий. При разметке различных шиповых соединений, сращивания, наращивания, всевозможных врубок применяют шаблоны. Их изготавливают из фанеры, тонких досок или кровельной стали. Точность разметки при пользовании шаблонами повышается.
Пиление. Древесину вручную пилят двуручными и лучковыми пилами, а также ножовками. По виду зубьев пилы предназначены для продольного, поперечного и смешанного пиления. Для продольного пиления применяют пилы с косоугольным зубом с наклоном его в сторону пиления. Пилят этой пилой только от себя. В пилах для поперечного пиления зубья выполняют в виде равнобедренного треугольника, что позволяет пилить древесину в обе стороны. Чтобы заменить две пилы продольного и поперечного пиления одной, применяют пилу для смешанного пиления, имеющую зубья в виде прямоугольного треугольника.
Промежутки между зубьями называются пазухами или впадинами. Размеры зуба определяются его шагом и высотой. Шаг зуба - расстояние между вершинами двух рядом расположенных зубьев. Высота зуба - расстояние от вершины зуба до основания, измеренное по перпендикуляру. У каждой пилы зуб имеет три режущие кромки. У пил для продольного пиления передняя грань называется грудкой, а задняя - спинкой.
Режущей частью у этих пил является передняя короткая кромка, а боковые кромки производят расслаивание волокон. У поперечных пил, наоборот, перерезание волокон осуществляется боковыми кромками, а расслаивание их - передней кромкой. В связи с этим углы заточки режущих кромок поперечных и продольных пил выполняют с учетом этих данных. Так, для продольных пил величина угла заострения колеблется в пределах от 40 до 50° для мягкой древесины и до 70° для твердой; для поперечных пил угол между режущими кромками составляет 60 - 70°, а угол заострения между фаской и боковой гранью полотна 45 - 80°; для пил смешанного пиления величина угла заострения составляет 50 - 60°. Оптимальные значения углов резания для этих пил следующие: для продольного пиления 60 - 80°, для поперечного 90 - 120, для смешанного 90°.
Лучковые пилы со смешанным зубом получили наибольшее распространение у столяра и плотника. Лучковая пила состоит из деревянного станка и натянутого в нем пильного полотна. Станок состоит из следующих частей: двух стоек, распорки (средника), тетивы, закрутки (щеколды), ручек (шаховок), обушка полотна, щечек, зубчатого венца. По назначению лучковые пилы разделяют на следующие виды:
поперечные с размерами, мм: ширина полотна 20 - 25, толщина полотна 0,4 - 0,7, шаг зубьев 4 - 5, высота зубьев 5 - 6, длина полотна 750 - 800;
распашные для продольного пиления с размерами, мм: ширина полотна 45 - 60, толщина полотна 0,4 - 0,7, шаг зубьев 5 - 6, высота зубьев 6, длина полотна 780 - 800;
шиповые с размерами, мм: ширина полотна 40 - 50, толщина полотна 0,4 - 0,5, шаг зубьев 3 - 4, высота зубьев 3 - 4, длина полотна 600 - 700;
выкружные, или поворотные, пилы (для фигурного и криволинейного пиления) с размерами, мм: ширина полотна 4 - 15, толщина полотна 0,4 - 1, шаг зубьев 2 - 4, высота зубьев 2 - 3, длина полотна 350 - 500.
Ножовки также необходимы деревообделочнику в его повседневной работе; их выполняют следующих видов:
широкая ножовка (для поперечного пиления древесины) с размерами, мм: ширина полотна у ручки 160, в конце полотна 60, толщина полотна до 1,5, общая длина 715;
узкая ножовка (для сквозных пропилов на плоскости и криволинейного пиления) с размерами, мм: ширина у ручки 40 - 50, в конце 5 - 10, толщина полотна до 1,5, длина 325 - 530;
ножовка с обушком (для неглубокого пиления и подгонки соединений) с размерами, мм: постоянная ширина 70 - 100, толщина полотна 0,5 - 0,8, длина ножовки 300 - 350;
наградки (изготовляют из кусков старых пил) необходимы для выпиливания неглубоких пазов и гнезд шпонок с размерами, мм: толщина полотна 0,4 - 0,7, длина полотна 100 - 120.
Пилки фанерные изготовляют из кусков старых пил; они незаменимы для резки ножевой фанеры. Работа пилы зависит от того, как она подготовлена. Если боковые режущие кромки зубьев совпадают с поверхностями пропила, возникает значительное трение и пилу заедает. Заедание устраняют изготовлением пил с трапецеидальным поперечным сечением зубьев путем разводки. Отгибают зубья при разводе пилы через зуб. Установлено, что наиболее целесообразно при распиле мягких пород отгибать зубья на величину 0,5 - 0,75 мм, а твердых на 0,25 - 0,5 мм. Лучше всего разводить зубья при помощи универсальной разводки, которая дает равномерный отгиб зубьев. Затачивают ручные пилы трехгранными или ромбическими напильниками. При прямой заточке (продольные пилы) напильник держат под углом 90° к полотну и точат в обе стороны, а при косой заточке (поперечные пилы) - под углом 45 - 80° и точат только от себя. Затачивают пилы в приспособлениях.
Строгание. Это процесс резания, при котором плоскость резания совпадает с обработанной поверхностью и поверхностью резания. Основная цель строгания - придать деталям гладкую поверхность, требуемую форму и точные размеры. В зависимости от выполняемой операции все струги подразделяются на два вида: для плоскостного и фигурного строгания. Поскольку струги имеют почти одинаковое устройство, рассмотрим их на примере рубанка.
Нижняя часть колодки называется подошвой. Для выскакивания стружки и установки железки в колодке продалбливают гнездо - леток. В подошве для захода в леток стружки делают узкую прорезь (ротик) шириной от 5 до 9 мм. Передняя часть ротика служит подпором волокон. Чем уже ротик, тем чище поверхность обработанной древесины. Во избежание срабатывания подошвы, а значит, и уширения ротика, в подошву колодки ставят заделки (вставки) из более твердой древесины. Для зажима строгальной железки в колодке применяется клинок, входящий в заплечики. В передней части рубанка предусмотрен рожок, предназначенный для удобства держания инструмента. Для плоскостного строгания применяют следующие инструменты.
Шерхебель предназначен для первичной грубой обработки древесины. Железка в режущей части имеет закругленную форму, что облегчает снятие толстой стружки углубленной формы и не позволяет режущей кромке быстро затупляться. Максимальная толщина снимаемой стружки 3 мм; ширина железки 3 - 4 см, угол резания 45°.
Одинарный рубанок предназначен для обработки древесины после шерхебеля и придания детали более плоской и гладкой формы. В отличие от шерхебеля лезвие железки одинарного рубанка прямолинейное шириной 50 мм. За счет прямолинейности режущей кромки толщина снимаемой с обрабатываемой детали стружки от 0,05 до 0,1 мм. Колодка рубанка имеет длину 25 см; угол резания 45 - 48°.
Двойной рубанок необходим для более чистой обработки древесины по сравнению с обработкой одинарным рубанком, а также для строгания торцов и свилеватых мест. Наличие второй железки (горбатика), которая надламывает стружку, дает возможность обрабатывать древесину без задиров. Чем ближе к лезвию железки опущен горбатик, чем чище обработка древесины. Во избежание заскакивания стружки под горбатик последний необходимо плотно подгонять к плоскости железки. Угол резания составляет 45 - 50°.
Фуганок применяют для точной обработки длинномерных плоскостей, для прифуговки кромок досок под склеивание. Длина фуганка 70 см, ширина железки 6 - 7 см. Для выбивания железки из колодки фуганка нужно ударить молотком по цилиндрической вставке, называемой ударной кнопкой. Разновидность фуганка - полуфуганок, который необходим для выравнивания более коротких деталей. Угол резания у фуганка и полуфуганка составляет 45 - 50°.
Медведку применяют для грубой строжки бревен, досок или брусьев. Ширина железки 6 - 7 см. Медведка снабжена двумя парами ручек для работы двух рабочих. При работе медведкой рабочие садятся верхом на прострагиваемый материал друг против друга и обрабатывают его.
Цинубель предназначен для образования шероховатости на поверхности деталей, подлежащих фанерованию. Наличие шероховатости способствует лучшему сцеплению облицовочной фанеры с деталями. Режущая кромка железки имеет мелкие зубья. Угол резания цинубеля составляет 80°. Благодаря этому цинубелем можно обрабатывать древесину абсолютно без задиров даже на очень свилеватой поверхности. Кроме того, вставив в колодку цинубеля железку двойного рубанка, им можно окончательно зачищать изделия. В этом случае цинубель называют шлифтиком.
Торцовочный рубанок применяется для чистой обработки торцов. Для этого железку устанавливают под углом по отношению к подошве колодки.
Цикля предназначена для зачистки древесины твердолиственных пород после ее обработки двойным рубанком или шлифтиком. Цикля представляет собой стальную пластинку длиной 100 - 150, шириной 150 и толщиной 1 мм. Материалом для ее изготовления служат старые ручные поперечные пилы, а также полотна лучковых и ленточных пил. Режущей кромкой цикли является жало, которое можно навести при помощи более твердого куска стальной пластинки, личного или бархатного напильника.
Для фигурного строгания применяются следующие фигурные инструменты.
Горбачи предназначены для обработки вогнутых и выпуклых поверхностей. Колодки горбачей выполняют деревянными или металлическими. Кривизну подошвы металлического горбача можно регулировать при помощи установочных винтов, а у деревянного она остается неизменной. Железка обычная рубаночная, чаще всего двойная шириной 50 мм. Длина колодки 250, ширина 60 мм.
Зензубель применяют для зачистки четвертей после механической обработки. Длина колодки зензубеля 200 мм, высота 80, ширина 20 - 30 мм.
Фальцгобель служит для выборки четвертей определенной ширины и глубины. В отличие от зензубеля подошва фальцгобеля имеет ступенчатую четверть. Щечка, расположенная на подошве справа, ограничивает ширину, а уступ слева - глубину четверти. Длина колодки 200 мм, ширина 30, высота 80 мм.
Штабгобель необходим столяру для придания деталям закругленной формы. Им обрабатываются детали, предназначенные для прикрывания клеевых швов, зазоров, разъемных соединений, а также для внешнего оформления изделий. В зависимости от размеров обрабатываемых деталей колодки штабгобелей имеют различную ширину.
Калевки предназначены для фигурной обработки лицевых кромок детали. Для получения нужного профиля деталей необходима калевка соответствующего поперечного сечения. Подошва колодки и режущая кромка железки имеют форму, обратную профилю отборки.
Карнизик необходим для получения карнизных брусков и других деталей со сложным профилем.
Галтель применяют для выборки на деталях желобков различной глубины и радиуса закругления. Подошва галтели имеет вместе с железкой закругленную форму. По ширине галтели бывают различными.
Шпунтубель предназначен для выборки на определенном расстоянии от кромки детали прямоугольного паза - шпунта. Шпунтубель состоит из трех основных частей: колодки с железкой, направляющей планки и двух винтов с гайками и контргайками. Ширина выбираемого паза зависит от ширины железки. Выборку шпунта на нужном расстоянии от края детали регулируют винтами, планку зажимают контргайками. Ширина шпунта составляет 3 - 15 мм.
Грунтубель применяют для выборки паза поперек волокон формы шипа ласточкин хвост. Паз выбирают после пропила ограничивающих его линий на щитке наградкой. Грунтубель состоит из колодки и вставленного сбоку резца, имеющего вид крючка и закрепленного клином или винтом.
Федергобель - инструмент, необходимый для выборки гребня, заходящего в шпунт. Колодка и железка федергобеля имеют П-образную форму.
Качество обработки древесины зависит от качества заточки и наладки инструмента. При работе острым и хорошо налаженным инструментом не только достигается чистота обработки деталей, но и резко снижается утомляемость рабочего. Процесс заточки строгальных железок состоит из трех операций: отточки, заточки, окончательной правки или шлифовки. Отточку выполняют на приводном или ручном водяном точиле из природного или искусственного камня с крупнозернистой структурой. Вращающийся точильный камень устанавливают над деревянным или металлическим корытом, наполненным водой. Валик приводится при помощи электродвигателя или ручного рычага. Камень должен быть хорошо отцентирован и закреплен при помощи натяжных шайб с болтами. При отточке инструмента лезвие должно все время омываться водой, в противном случае от сильного нагревания оно потеряет закалку и при работе будет быстро затупляться.
Затачивают железки на брусках средней зернистости круговыми или прямолинейными движениями. У режущей кромки железку прижимают к бруску. Показателем окончания заточки является удаление заусенца с лезвия. Правку лезвий выполняют прямолинейными или круговыми движениями па оселках. При правке оселок необходимо смачивать водой или слегка промасливать. Контролируют величину угла заточки шаблоном. Прямолинейность лезвия проверяют накладыванием на него кромки линейки; наличие прямого угла между лезвием и ребром железки проверяют угольником. Железки инструментов для фигурного строгания затачивают на точиле, если это позволяет форма режущей кромки. Наладку строгального инструмента производят после правки железки. Наладить инструмент - это значит закрепить железку в колодке с выпуском лезвия за подошву на требуемую величину.
Долбление. Для выдалбливания гнезд под угловые и серединные соединения применяют долота. Стамески различных размеров необходимы для зачистки шипов, проушин, гнезд, срезания фасок, обработки криволинейных поверхностей и т. д. Ширина столярных долот может быть 6; 8; 10; 12; 15; 18; 20 мм, угол заточки 20 - 30°. Стамески разделяют на плоские и полукруглые. Последние служат для выдалбливания криволинейных отверстий и обработки криволинейных поверхностей. Ширина стамесок, мм: плоских толстых 4; 6; 8; 10; 12; 15; 18; 20; 25; 30; 40 и 50; плоских тонких 12; 15; 18; 20; 25; 30 и 40; полукруглых 6; 8; 10; 12; 15; 20; 25; 30 и 40. Ширина полукруглой стамески определяется по прямой между концами режущей кромки; угол заточки составляет 18 - 20°. Заточку стамесок и долот выполняют аналогично заточке железок строгального инструмента. Рукоятки стамесок и долот изготовляются из комлевой части твердолиственных пород. Долбят гнезда с предварительной точной разметкой.
Сверление. Сверлением выбирают гнезда, круглые отверстия для постановки болтов, шурупов, нагелей, круглых шипов (шкантов) и т. д. Для этой операции применяют следующие инструменты.
Ложечное сверло предназначено для высверливания отверстий под нагели, винты, шурупы. При заточке обеих кромок им можно работать в обе стороны. Чтобы сверло входило в древесину, его нужно прижать к обрабатываемому изделию. Для выбрасывания стружки сверло приходится часто вынимать из древесины. Улитообразное сверло по своему назначению аналогично ложечному. Однако благодаря наличию винтообразного наконечника и канавки оно проникает в древесину без нажима и выбрасывает стружку. Шиловое сверло применяют для высверливания гнезд под шурупы. Оно имеет форму трехгранного шила, поэтому им можно работать при левом и правом вращении. Центровое сверло предназначено для выделки отверстий под круглые шипы. Оно имеет в центре шилообразное острие, позволяющее работать без нажима. Кроме того, у сверла есть дугообразный резец-дорожник и плоский нож, обрезающий древесину по окружности. Центровое сверло используют при сверлении вправо (по часовой стрелке). Винтовое сверло имеет на 2/3 длины винтовую форму, по плоскости которой стружка выходит из отверстия. При наличии в верхней части ушка сверло можно использовать как бурав.
Спиральное сверло имеет на 2/3 длины винтообразную спираль. Благодаря наличию винтообразного заглубителя, двух дорожников и двух ножей это сверло быстро проникает в древесину. Его используют при механизированном сверлении (электросверлилками и электродрелями). Спирально-ленточное сверло применяют для тех же целей, что и спиральное. Рабочий стержень на 2/3 длины представляет собой стальную ленту, скрученную штопором. Пробочное сверло предназначено для высверливания сучков под заделку пробками. Рабочая часть представляет собой стальную цилиндрическую коробочку с диаметральной перегородкой-резцом. Используют его только при машинном сверлении. Зенковочное сверло применяют для высверливания конусных отверстий под головки шурупов.
Для вращения сверла его нужно закрепить в один из инструментов: коловорот, винтовую дрель, шестеренчатую дрель или трещотку. Коловорот состоит из стального колена, на которое свободно насажена ручка. На нижнем конце колена предусмотрен патрон для закрепления сверла, а в верхней части колена - деревянный грибок с подшипником. Коловорот с трещоткой позволяет использовать правое и левое сверла. Дрель винтовая представляет стальной стержень с резьбой, снабженный патроном для сверла и свободно вращающейся головкой-грибком. На стержень надета металлическая ручка-гайка с резьбой, соответствующей резьбе стержня. Движением ручки от патрона до грибка и обратно стержень со вставленным в патрон сверлом вращается вокруг своей оси. Винтовую дрель применяют для высверливания отверстий диаметром до 5 мм.
Дрель шестеренчатую применяют для высверливания отверстий различных диаметров. Благодаря наличию шестеренчатой передачи скорость вращения сверла может быть значительно большей, чем у коловорота. При работе нажимают левой рукой на рукоятку, а правой вращают. Трещотку применяют в тех случаях, если коловоротом или шестеренчатой дрелью нельзя сделать полного оборота в угловой поверхности или коловорот не подходит по высоте. Внизу на рабочем валу помещают патрон, в который вставляют сверло. Вращение происходит только в одну сторону; при обратном движении ручки пружинящий рычажок скользит по зубьям храповика. Сверление выполняют только односторонне действующим сверлом.
Для изготовления плетеной мебели и других изделий применяются специальные инструменты и приспособления.
Щемилки бывают металлические или деревянные и применяются для отделения коры от прутьев (рис. 43, а, б). Металлические щемилки, длиной 35 - 50 см, с круглым или овальным отверстием и упором внизу, изготавливают из стальной миллиметровой проволоки диаметром 10 - 15 мм. Щемилки могут быть простые и пружинные.
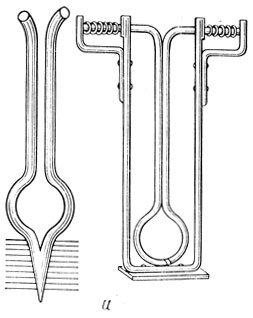
Рис. 43. Щемилки: а - металлические; б - деревянные
Деревянные щемилки изготавливают из веток твердой породы толщиной 3 - 4 см. Один конец ветки ровно срезают и расщепляют на 4 части на длине 30 - 35 см. Ниже расщепа палку плотно обматывают проволокой. Другой конец палки застругивают. Две противоположные части расщепа вырезают, а между двумя оставшимися частями делают небольшую щель. Для окорки ивовых прутьев необходимо иметь несколько щемилок различной величины.
Колунки используют для расщепления прутьев на 3 или 4 части, называемые шинами (рис. 44 а, б). Колунки изготавливают из рога, кости или твердого дерева; длина их 6 - 8 см, диаметр 3 см. Тыльный конец колунков выпуклый, а на другом конце предусмотрено 3 или 5 ровных выреза - торца. На торце колунка имеются острия. Колунок с тремя остриями называется тройником, а колунок с четырьмя остриями - четвертником.
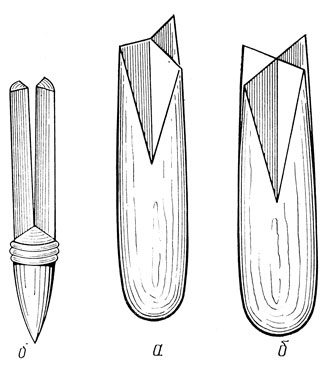
Рис. 44. Колунки: а - тройник; б - четвертник
Шоф (строгальный инструмент) служит для получения строганых лент (рис. 45). Он состоит из дощатого основания 1 длиной 200 мм, шириной 100 и толщиной 25 мм, на котором смонтирован перестанавливающийся строгальный нож. Для крепления ножа на концах верхней плоскости предусмотрены две прямоугольные скобы 2 с зажимными винтами 3. Нож 4 представляет собой стальную пластину длиной 200 мм, шириной 40 - 50 и толщиной около 5 мм. Острие ножа по всей его длине заточено на одну фаску. Нож устанавливают фаской кверху. Под концы его кладут деревянные прокладки 5 таких размеров, чтобы между доской и ножом оставался паз (зев), равный толщине строганых лент. Прокладки делают разной толщины для того, чтобы с одного конца (с толстой прокладкой) можно было заложить шину 6, продвинуть ее в сторону узкой прокладки и строгать. Шоф нужно закреплять на стойке переносной скамейки. Шину закладывают в паз и, протягивая ее к себе, срезают стружку, в результате чего получают ровно выстроганную плоскость прутяной ленты.
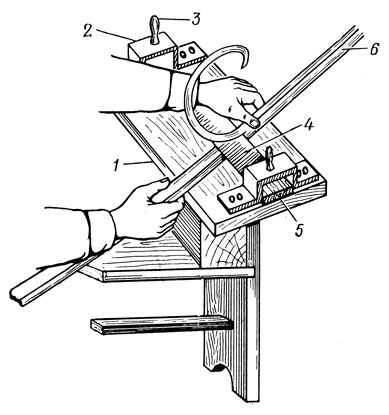
Рис. 45. Шоф
Шмол служит для строжки кромок у ленты (рис. 46). Основанием шмола служит деревянная колодочка 1 длиной 200 мм, шириной 100, толщиной головки 50 и 30 мм в той части, где смонтированы ножи. На доске установлены на ребро два ножа 2, соединенные между собой стальной плоской, дугообразно согнутой пружиной 3. На нижних кромках ножей имеются шпеньки, которыми они входят в гнезда. Вращая ножи на шпеньках, регулируют расстояние между ними при настройке на строжку нужной ширины лент. Ножи устанавливают фасками наружу. С боковых сторон на доске основания закреплены ушки 4 с зажимными винтами 5, которыми регулируется ширина паза у остриев ножей. Ленту 7 укладывают на плоскость колодочки, протягивая ее к себе, и срезают с кромок стружки 6. Получается лента одинаковой ширины со строгаными кромками. Шмол следует закреплять на специально изготовленной скамейке 8, как это указано на рис. 46.
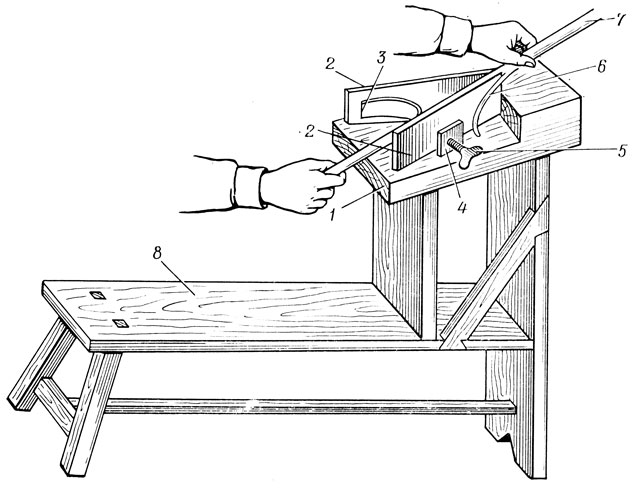
Рис. 46. Шмол
Жамки - инструмент, служащий для выпрямления и сгибания палок (рис. 47). Их делают из стальных пластин. С одного конца жамки делают кольцо с вырезом. В вырез закладывают палку, которую нужно выпрямить или загнуть. С другого конца делают прямоугольный паз для загибания палок под углом. Кольцо и паз жамки должны соответствовать толщине палок. Размеры жамок, см: длина 25 - 40, диаметр отверстия 3 - 5, ширина выреза 2,5 - 5.
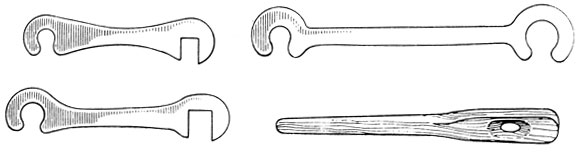
Рис. 47. Жамки
Ножи и садовые ножницы (рис. 48). Нож корзиночный (рис. 48, б) имеет универсальное назначение при изготовлении плетеной мебели. Им обрезают концы палок и прутьев, срезают сучки, строгают и т. д. Горбач (рис. 48, а) применяют при обрезке концов прутьев в плетеных изделиях. Садовый нож (рис. 48, в) используют Для резки прута на плантации. Серповидный нож (рис. 48, г) применяют для резки более толстых прутьев и палок. Это нож большого размера с серповидно загнутым концом и прочно закрепленной ручкой. К ручке привязывают веревку, которую перебрасывают петлей через плечо, и движением плеча помотают руке срезать прутья и тонкие палки. Садовые ножницы (рис. 48, д) применяют для перерезания палок и прутьев. При работе ножницами концы прутьев мнутся. Для выполнения работ, где это сминание не имеет практического значения, садовые ножницы - удобный инструмент.
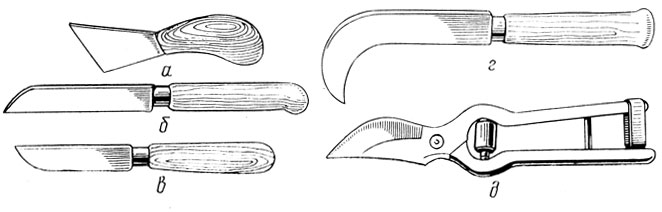
Рис. 48. Садовые ножницы и ножи: а - горбач; б - нож корзиночный; в - садовый нож; г - серповидный нож; д - садовые ножницы
Изер - инструмент, служащий для сгущения плетения и выравнивания выплетенных рядков. Представляет собой плоскую конусную стальную пластину, один конец которой оканчивается рукояткой 4, а другой заточен в виде отвертки на две фаски 3 (рис. 49). Одна боковая сторона пластины плоская 1, другая полукруглая 2. Изеры, как и жамки, делают следующих размеров, мм: длина 200; 250 и 300; ширина пластины у рукоятки 15; 18 и 20 мм, на конце 6; 7 и 8 (соответственно малый, средний и большой).
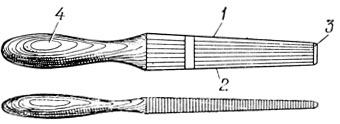
Рис. 49. Изер
Кроме этих инструментов в производстве плетеной мебели используют: паяльные лампы при опаливании волосков (ворса) на изделиях, а также для нагревания бамбуковых палок при их выгибании (вместо паяльной можно пользоваться спиртовой лампочкой); бруски и оселки для частой точки ножей и других режущих инструментов, шилья для сверления гнезд на концах палок перед заколачиванием в них гвоздей; шилья нужно иметь трех размеров: 1; 2 и 4 мм толщиной; клещи среднего размера для вытаскивания гвоздей толщиной до 3 мм и длиною до 100 мм; кусачки - для перекусывания проволоки и откусывания концов гвоздей толщиной до 2 мм; плоскогубцы среднего размера, предназначенные для выпрямления гвоздей и соединения деталей пришпиливанием; садовые пилки для резки ивовых палок с пня и заготовки мебельных деталей; для заготовки мебельных деталей можно применять также ножевые и столярные лучковые пилы.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'