Ссылки
5. Сборка изделий
Сборка простых изделий (табурет, стул, обеденный стол и т п.) производится в той же последовательности, что и при заготовке деталей вручную, с той лишь разницей, что здесь широко применяют сборочные приспособления.
Сборка стула в ваймах (рис. 235) производится раздельно по частям. Сначала собирают передок (ножки с проножкой и царгой), потом спинку и ножки со спинкой и царгой и, наконец, сиденье (рамку с филенкой).
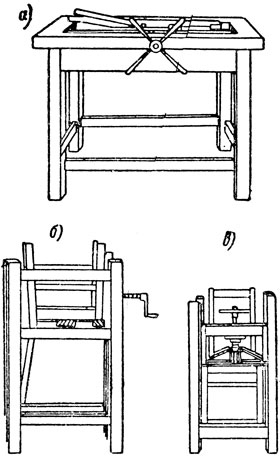
Рис. 235. Сборка стула в ваймах: а - спинки; 6 - ножек; в - сиденья
Найма для общей сборки остова стула устроена так, что стул размещается внутри нее в перевернутом положении. С помощью двух винтов сжимаются спинка с передком и обе боковые стороны стула. Для приклеивания сиденья к остову применяют вайму с одним винтом.
Обеденные столы собирают при помощи вайм так же, как и стулья.
Сборка платяного шкафа (рис. 236), состоящего из колпака, боковых и задней стенок, перегородки, низа с ящиками и дверок, производится в следующем порядке.
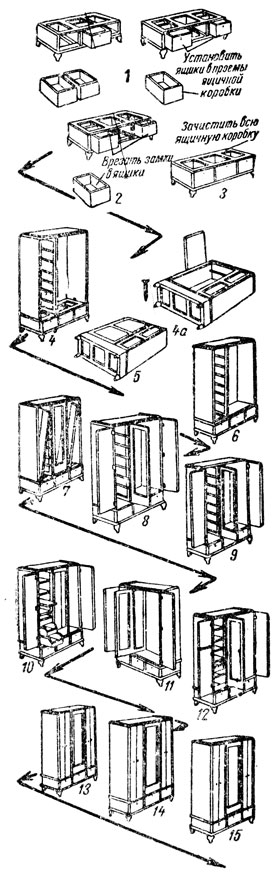
Рис. 236. Последовательность операций поточной сборки трехдверного шкафа для платья и белья: 1 - установка ящиков в ящичную коробку; 2 - врезка замков в ящики; 3 - зачистка ящичной коробки; 4 и 4a - сборка корпуса шкафа и установка задних стенок; 5 - крепление задних стенок к корпусу шкафа и вставка заглушин; 6 - резервное место; 7 - установка дверей в шкаф; 8 - навеска крайних дверей в шкаф; 9 - резервное место; 10 - вставка полок и установка полуящиков; 11 - врезка замков и шпингалетов в двери и вставка филенки; 12 - установка штанги; навеска средней двери, выделка гнезд под щеколды и зачистка пилястр; 13 - зачистка шкафа с устранением дефектов; 14 - контрольное место; 15 - зачистка и устранение дефектов
Вначале собирают низ шкафа. В верхних кромках плинтусной коробки выбирают четверть и в нее вставляют на клею нижнюю (подъящичную) рамку, а снизу во внутренних углах, образуемых рамкой и коробкой, приклеивают сухари.
На плинтусную коробку ставят и укрепляют шкантами на клею боковые стенки низа, имеющие на своих передних кромках приклеенные пилястры - бруски. В гнездо плинтусной коробки устанавливают на клею средний междуящичный брусок. Затем на шканты, вставленные в боковые стенки, и на шип междуящичного бруска наклеивают верхнюю филенчатую рамку низа. Вслед за этим закрепляют в шпунт или в фальц заднюю стенку низа. Наружные ящики вгоняют в нижнюю часть шкафа и на ней производят дальнейший монтаж шкафа.
Боковые стенки соединяют с низом на шкантах и затяжках без клея. Для этого в брусках верхней филенчатой рамки низа высверливают отверстия и ставят в них на клею шканты. К боковым стенкам прирезают пластинки затяжек, размечают в нижней кромке каждой боковой стенки места для шкантов, высверливают отверстия, прирезают пластинки затяжек к низу, а затем со- " единяют боковые стенки с низом. Точно так же ставят и перегородку.
Для соединения колпака со стенками и перегородкой вставляют в его кромки на клею шканты, прирезают к внутренним пластям колпака пластинки затяжек, а в боковых стенках прирезают вторые половинки затяжек и высверливают отверстия под шканты колпака как в боковых стенках, так и в перегородке. После того как собран каркас шкафа, вставляют и закрепляют на шурупах заднюю стенку в фальц каркаса, выбранный в колпаке, верхней филенчатой рамке и в боковых стенках.
Проверив правильность сборки каркаса и плотность всех соединений, приступают к пригонке дверок: вначале вертикального притвора дверки к средней перегородке, затем верха и низа дверки. В том же порядке подгоняют и вторую дверку, сохраняя между дверками и боковыми стенками и перегородкой равный по всей длине зазор не более 1 мм. После этого к дверкам прирезают петли. Простые шарнирные петли располагают на вертикальной кромке дверки на расстоянии 1-1,5 см от шипа и врезают заподлицо с поверхностью брусков. Пятниковые петли врезают в нижнюю и верхнюю кромки дверки так, чтобы пластинки петли были углублены заподлицо с поверхностью брусков.
Замки врезают до прирезки петель, а личину врезают после того, как дверка уже навешана. Накладную фурнитуру (ручки, личины и пр.) ставят на готовые отделанные изделия. Прирезку их выполняют до отделки.
На ряде мебельных предприятий сборка и отделка изделий ведется комплексно одним общим потоком. Так, на одной из московских мебельных фабрик на основе комплексной конвейеризации сборочных и отделочных процессов осуществляется выпуск однотумбовых письменных столов и секционных книжных шкафов.
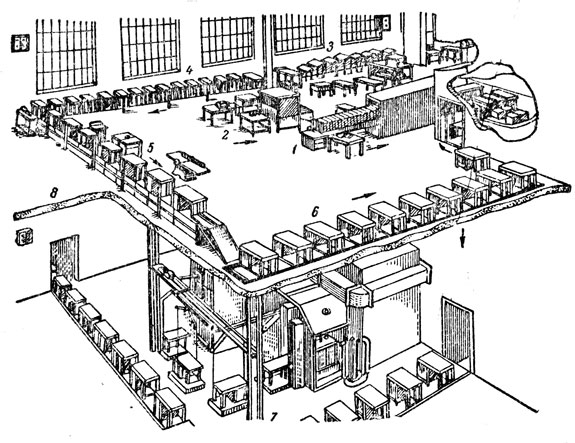
Рис. 237. Конвейер для сборки и отделки письменных столов и книжных шкафов: 1 - конвейер для сборки ящиков и полуящиков; 2 - поточная линия изготовления крышек и дверок стола; 3 - комплектовочно-распределительный конвейер; 4 - конвейер для выдержки изделий; 5 - сборочный конвейер; 6 - участок для подготовки изделий к отделке; 7 - конвейер для отделки изделий; 8 - междуэтажное перекрытие
Конвейерный комплекс (рис. 237) состоит из семи участков: конвейера для сборки ящиков, поточной линии изготовления крышек и дверок столов, комплектовочно-распределительного конвейера, конвейера для выдерживания изделий, сборочного конвейера, участка подготовки изделий к отделке, конвейера отделки изделий.
Сборка ящиков и полуящиков ведется на потоке 1, оборудованном пульсирующим конвейером, двумя пневматическими ваймами, нагревательной камерой и шлифовальным станком. В этом потоке собранные ящики проходят сушку, затем шлифовку, зачистку клея и проверку размеров, после чего на транспортных стеллажах доставляются к сборочному конвейеру.
Сборка крышек и дверок ведется на потоке 2, оборудованном пневматическими ваймами, приводным механическим прессом, фрезером и нагревательной камерой. В этом потоке собирается на клею рамка, наклеивается филенка, фрезеруется крышка по контуру, приклеиваются обкладки, собирается дверка, зачищаются двери и крышки от клея.
Сборка изделия производится на конвейере 3, где собираются боковые стенки, приставки, тумбы, остовы стола и изделие в целом.
На конвейере 4 производится выдержка изделий, а на конвейере 5 их окончательная сборка (комплектование).
На участке 6 ведутся операции по подготовке изделия к отделке: смачивание для поднятия ворса, шлифование, грунтование и вторичное шлифование.
При сборке книжных шкафов на потоке 1 производится сборка нижней рамки шкафа, на потоке 2 - сборка дверок и на потоках 3-6 - сборка всего изделия и его подготовка к отделке.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'