Ссылки
6. Сверлильные и долбежные станки
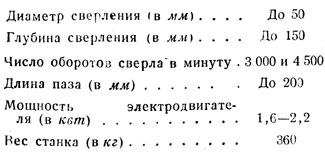
Сверлильные станки предназначены для сверления в материале сквозных и глухих круглых отверстий. В зависимости от направления сверления станки разделяются на вертикальные и горизонтальные. По числу одновременно работающих сверл различают одношпиндельные и многошпиндельные.
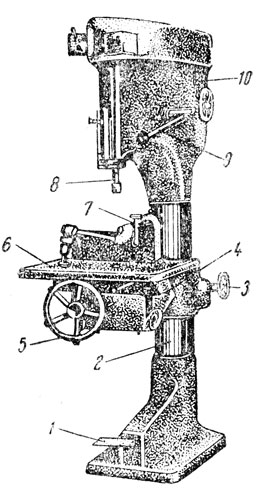
Рис. 136. Вертикально-сверлильный станок: 1 - педаль включения; 2 - колонка; 3 - маховик подъема стола; 4 - кронштейн; 5 - маховик перемещения стола; 6 - стол; 7 - прижим; 8 - шпиндель; 9 - ручка подачи ш1пинделя; 10 - электродвигатель
Вертикальные сверлильные станки имеют один, как в станке СвП (рис. 136), вертикально расположенный шпиндель, перемещаемый вдоль своей оси при помощи рычага. Шкив ременной передачи надет на полый вал-муфту, вращающуюся вместе со шкивом. Внутри по всей длине муфты имеется канавка, в которую входит своим гребнем шпиндель, помещаемый внутри муфты. Такое крепление позволяет не только передавать движение от муфты шпинделю, но и перемещать его по вертикали, что осуществляется либо вручную посредством рычага, охватывающего вилкой муфту, либо при помощи ножной педали и рычажной передачи. Для поддержания материала в нужном для обработки положении имеется поворотная консоль.
Многошпиндельные вертикальные станки служат главным образом для высверливания сучков. Наличие разного диаметра специальных (пробочных) сверл позволяет без перестановки подбирать их по требуемому диаметру.
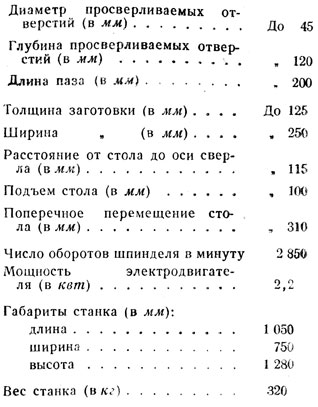
Горизонтальные сверлильно-пазовальные станки имеют сверло, укрепляемое в горизонтальном валу (шпинделе) с зажимным патроном. Шпиндель перемещается горизонтально вдоль оси при помощи рычага. Вследствие этого сверло углубляется в древесину. Наиболее употребительны пазовые и спиральные сверла.
Сверлильно-пазовальный станок СвГ (рис. 137) сходен со сверлильными станками по своему устройству и по работе. Отличие состоит в применяемых сверлах: для выборки пазов и гнезд пользуются главным образом пазовыми, а для сверления - спиральными сверлами, дающими наилучшее выбрасывание стружки из отверстия, и пробочными для высверливания сучков. Станок снабжен подвижным столом, перемещаемым горизонтально в направлении, перпендикулярном к оси шпинделя, при помощи рычага и вертикально при помощи винта с маховиком.
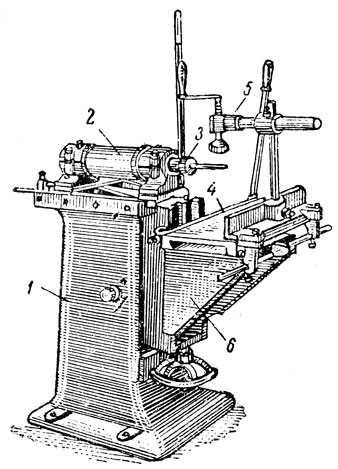
Рис. 137. Сверлильно-пазовальный станок: 1 - станина; 2 - шпиндель; 3 - патрон; 4 - стол подачи; 5 - прижим; 6 - суппорт
При работе сверлом гнездо получается с закругленными краями. Поэтому для придания гнезду прямоугольного очертания станок снабжают специальным долотом для подрезки краев гнезда. При отсутствии такого долота с помощью стамески подрезают выступы гнезда или снимают фаски у шипов, вставляемых в эти гнезда.
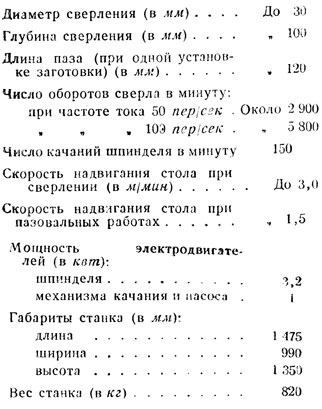
Сверлильно-пазовальный станок СвПА с автоматической подачей снабжен шпинделем, совершающим колебательное движение в горизонтальной плоскости. Станок снабжен гидроприводом для закрепления детали и для подачи сверла на заданную глубину. Перемещение рабочего стола производится при помощи ножной педали.
Многошпиндельные сверлильно-присадочные станки применяют главным образом при изготовлении деталей, соединяемых на шкантах.
Такие станки имеют несколько постоянных или раздвижных сверлильных шпинделей, стол для укрепления деталей, автоматический привод подачи.
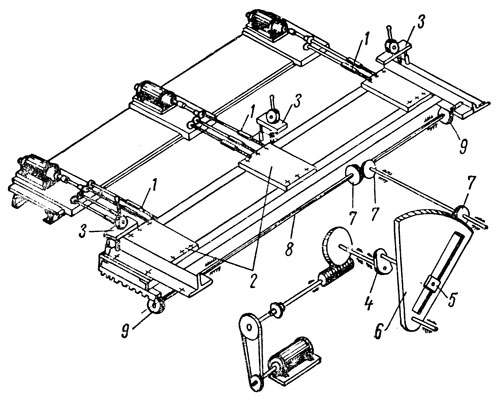
Рис. 138. Схема девятишпиндельного сверлильно-пазовального станка: 1 - сверлильные головки; 2 - стол для крепления и подачи брусков; 3 - прижимы; 4 - кривошип; 5 - башмак и кулисы; 6 - зубчатый сектор; 7 - шестерни подачи; 8 - вал с шестернями; 9 - зубчато-реечная подача
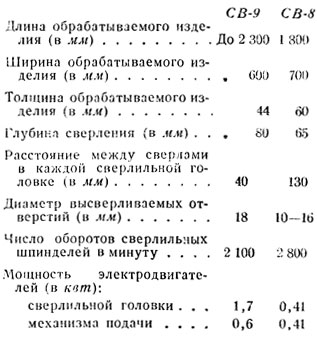
Девятишпиндельный сверлильный станок модели СВ-9 (рис. 138) имеет три группы сверлильных головок, стол с прижимами для крепления и подачи брусков, кривошипно-кулисную систему установки глубины подачи стола с зубчато-реечной подачей.
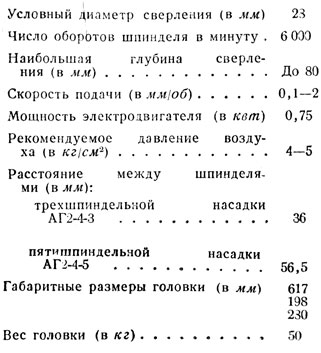
Сверлильная агрегатная головка предназначена для сверления отверстий и выборки пазов в деталях. Головка устанавливается на агрегатных станках. При установке на непрерывно-проходных станках к ней монтируется специальное приспособление, с помощью которого шпиндель головки перемещается вслед за изделием в процессе сверления. Головки могут быть установлены и на обычных станках.
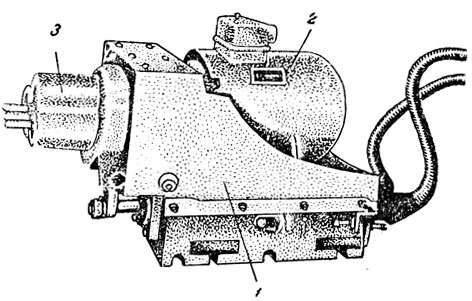
Рис. 139. Агрегатная сверлильная головка АГ2-4: 1 - корпус головки; 2 - электродвигатель; 3 - многошпиндельная сверлильная насадка
Сверлильная головка АГ2-4 на салазках (рис. 139) состоит из корпуса, внутри которого установлены гидроцилиндры, каретки с закрепленным на ней электродвигателем и самой сверлильной головки. Перемещение каретки по направляющим корпуса осуществляется гидравликой при помощи штока, а скорость рабочего хода регулируется с помощью дросселя (заслонки). Головка может работать без насадок одиночным сверлом и с насадками: трехшпиндельной типа АГ2-4-3 и пятишпиндельной типа АГ2-4-5 для одновременного сверления в деталях трех или пяти отверстий. Внутри корпуса насадки смонтированы 4 валика, 3 из которых являются у шпинделями с сверлильными патронами на концах, а четвертый - промежуточный - служит для передачи вращения одному из шпинделей от ведущей шестерни головки.
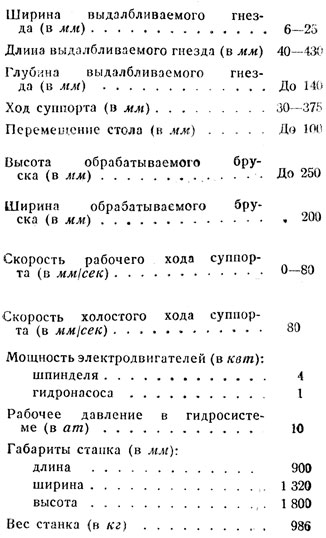
Цепно-долбежный станок ДЦА-2 (рис. 140) снабжен режущей фрезерной цепью, состоящей из шарнир-но соединенных звеньев и заточенных по форме зуба (резца) фрезы. Цепь приводится в движение ведущей звездочкой и направляется специальной планкой (шиной). Резание (долбление) происходит при заглублении цепи в древесину. Гнездо получается прямоугольной формы с округленным дном. Суппорт станка снабжается гидроприводом для подачи цепи на заданную глубину.
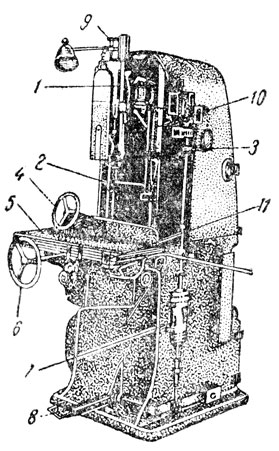
Рис. 140. Цепно-долбежный станок: 1 - суппорт; 2 - линейка с фрезерной цепочкой; 3 - ограничитель хода суппорта; 4 - маховик прижима детали; 5 - стол; 6 - маховик передвижения стола; 7 - золотник переключения гидропривода; 8 - педаль включения гидропривода; 9 - натяжное устройство для цепочки; 10 - шкала глубины долбления; 11 - ограничитель хода столь на длину паза
Обрабатываемую деталь закрепляют на подвижном столе, перемещающемся вертикально при помощи винта и горизонтально при помощи рычага. Стол снабжен винтом для укрепления детали и остановами (упорами), ограничивающими горизонтальное перемещение стола в соответствии с длиной выбираемого гнезда.
Для возможности натяжения фрезерной цепи направляющую шину делают раздвижной (при помощи винта). Перед работой должно быть отрегулировано натяжение цепи. Слабо натянутая цепь дает неровную обработку боковой поверхности гнезд и может соскочить с шины; слишком туго натянутая цепь может порваться. Обычно цепь натягивают так, чтобы легким усилием руки можно было ее отводить на прямом участке на 3-5 мм от шины.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'