Ссылки
§ 41. Конструкторская и техническая документация на изготовление мебели на предприятии
Для изготовления мебели на предприятии разрабатывается конструкторская (рабочая) и техническая документация.
Рабочая документация на изготовление мебели в условиях серийного и массового производства должна обеспечить прохождение детали от начала ее обработки до установки в изделие без каких-либо подгоночных работ. Виды и комплектность рабочей документации устанавливает ГОСТ 2.102-68.
К технической документации предприятия относятся: технологические карты; спецификация и расчеты лесоматериалов и мебельных заготовок на изготовление изделия; ведомости определения площадей склейки, отделки шлифуемых поверхностей; ведомости определения расхода материалов и покупных изделий (клеевых, отделочных, шкурки, шурупов, фурнитуры и т. п.); сводная ведомость расхода материалов.
Данные технологических карт, спецификаций и ведомостей служат для расчета потребности в оборудовании, рабочих, инструменте, приспособлениях, материалах. Из указанных документов выдается на руки рабочему или вывешивается в цехе только технологическая карта.
Технологическая карта приведена в табл. 30.
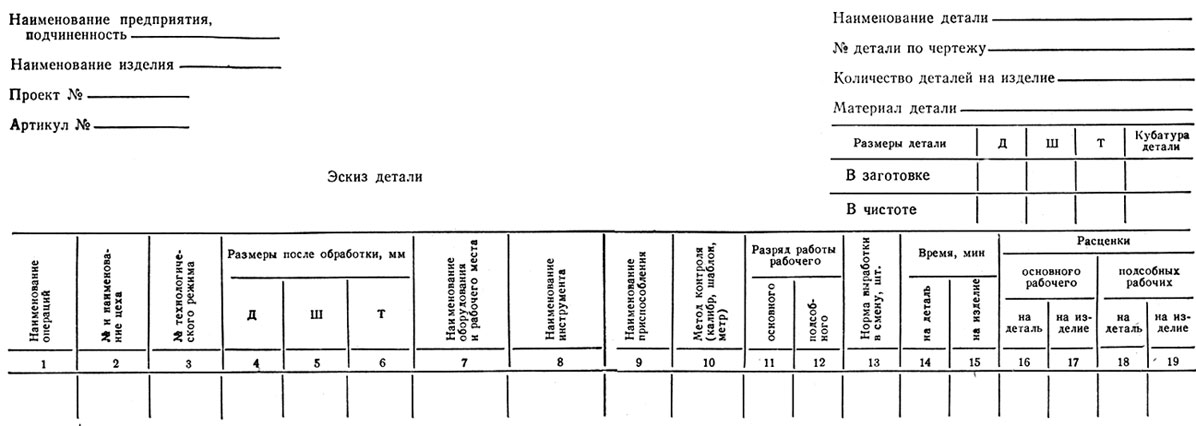
Таблица 30. Технологическая карта №
При составлении карты наименования операций (графа 1) указывают в порядке технологической последовательности обработки детали. В графе 3 приводят номера типовых отраслевых технологических режимов или режимов предприятия. В графах 4-6 проставляют размеры детали, получаемые в процессе ее обработки. Если размер контролируют калибром, то размер проставляют с предельными отклонениями.
При выборе оборудования (графа 7) исходят из наличия станков, линий, имеющихся на предприятии. Предпочтение отдается станкам с механической подачей и линиям обработки.
При выборе инструмента (графа 8) пользуются ГОСТами на инструмент. Номер стандарта указывается при заполнении графы.
В графе 9 указывают наименование приспособления для выполнения данной операции. Применение приспособлений повышает производительность труда, точность обработки, облегчает условия труда, расширяет технологические возможности оборудования, повышает безопасность работы.
Метод контроля (графа 10) выбирают в зависимости от точности изготовления детали. При контролировании предельных размеров пользуются калибрами, свободные размеры контролируют метром, криволинейные детали - шаблоном. Когда контроль осуществляют на глаз, метод контроля обозначается "визуально".
Разряд работы (графы 11 и 12) устанавливают в соответствии со сложностью выполняемых работ. Для установления разряда пользуются тарифно-квалификационными справочниками. Разряд выполняемой работы характеризует уровень квалификации столяра.
Норма выработки (графа 13) слагается из времени, затрачиваемого на обработку деталей или изделий (графы 14 и 15). Затраты времени на обработку устанавливают исходя из опыта передовых рабочих, материалов справочников, расчетным путем (по формулам).
Расценки рабочих (графы 16-19) исчисляют за обработку единицы продукции (деталь, изделие) на основании установленной нормы времени и нормы оплаты труда за выполнение работы данного разряда. Расценки определяют по тарифно-квалификационному справочнику.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'