Ссылки
Глава X. Технологический процесс изготовления мебели на предприятии
§ 40. Технологический процесс
Изготовление мебели на предприятиях относится к серийному и массовому производству. К индивидуальному производству откосится только изготовление образцов мебели и специальных заказов в экспериментальных мастерских.
Технологические процессы изготовления мебели различных конструкций (корпусная, брусковая) имеют значительные различия. Корпусную мебель (шкафы) изготовляют на предприятиях с полным циклом обработки материалов и на отделочно-сборочных. Брусковую мебель (столярные и гнутые стулья) изготовляют в основном на предприятиях с полным циклом обработки материалов. Структура технологических процессов изготовления корпусной и брусковой мебели приведена в табл. 28 и 29.
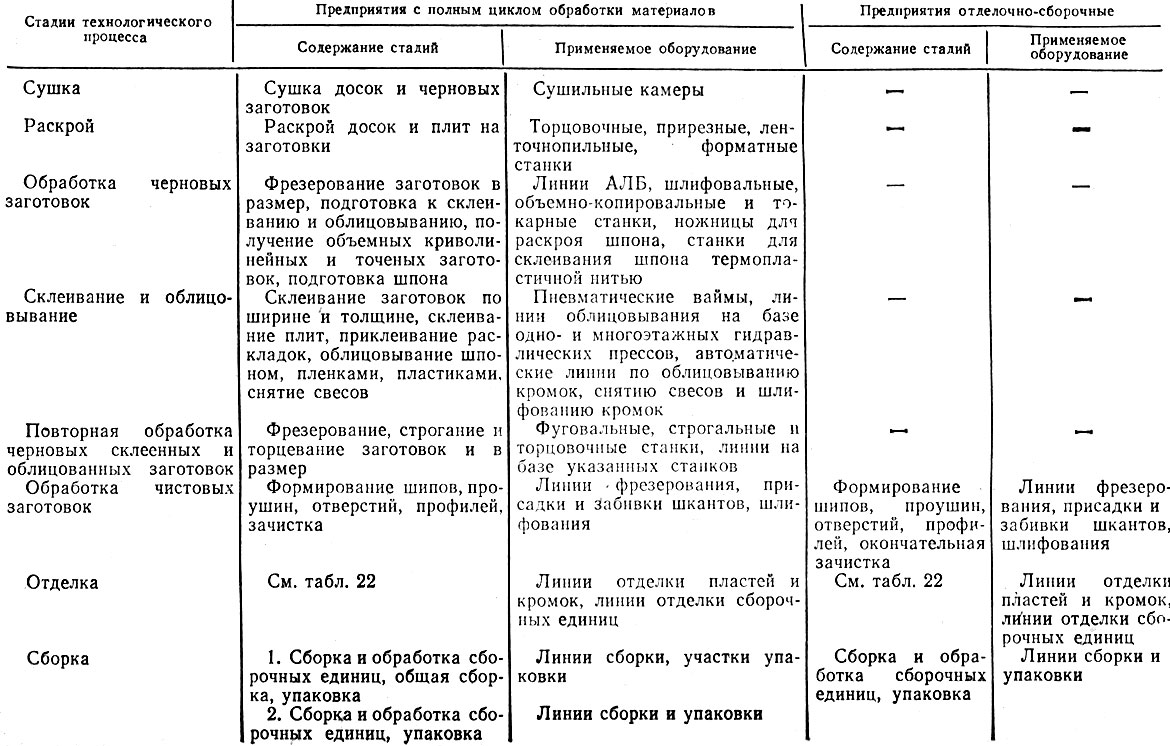
Таблица 28. Структура технологических процессов изготовления корпусной мебели на предприятиях
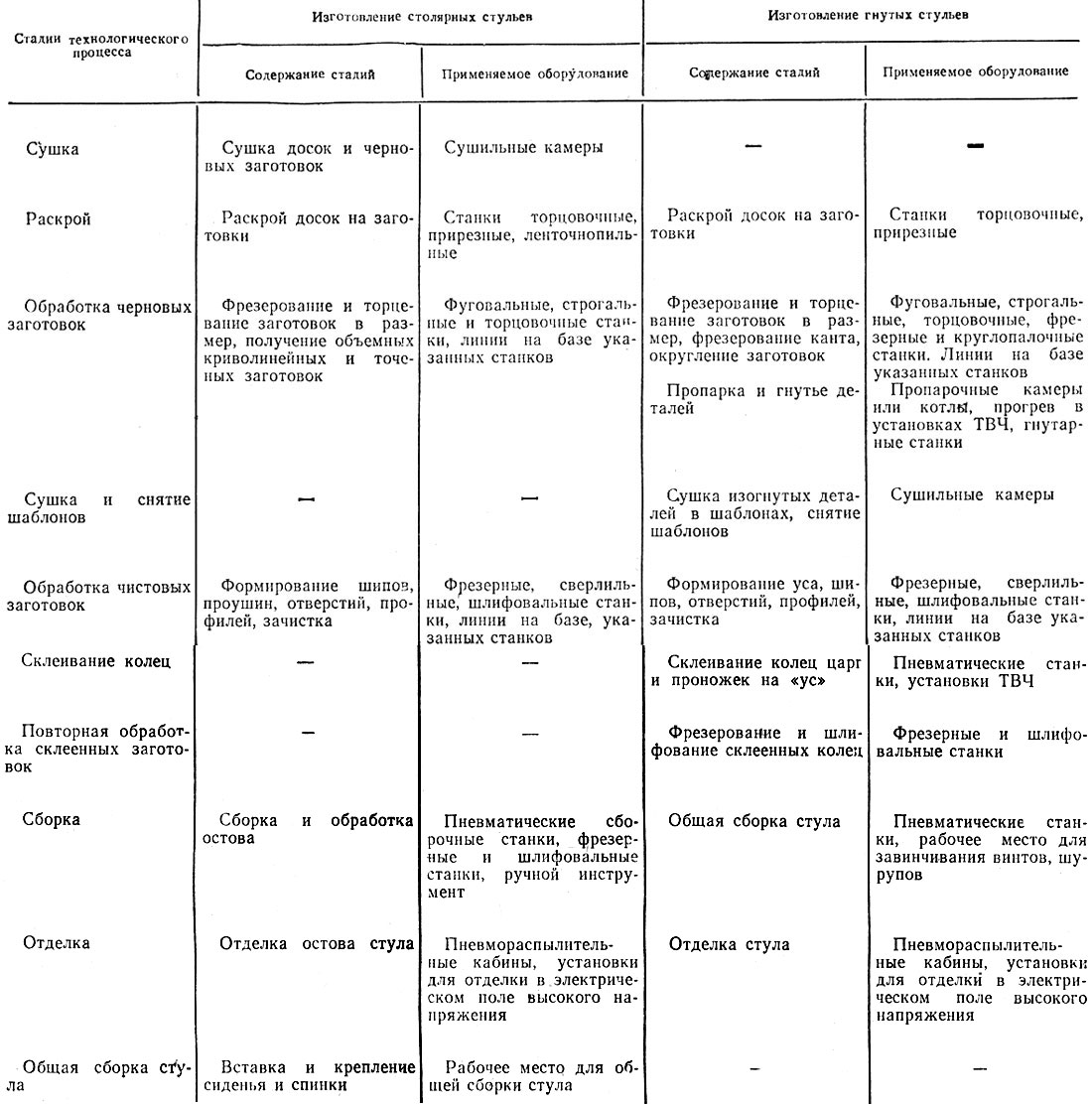
Таблица 29. Структура технологических процессов изготовления столярных и гнутых стульев на предприятиях
Содержание и последовательность приведенных в таблицах стадий может меняться в зависимости от конструкции изделий и принятой организации технологического процесса на предприятии.
Процесс изготовления мебели на предприятиях с полным циклом обработки материалов начинается с сушки или раскроя.
Эти предприятия на изготовление мебели получают кратные черновые мебельные заготовки или доски. Кратные черновые мебельные заготовки сначала сушат, а затем раскраивают на одинарные черновые заготовки требуемых размеров. Доски, как правило, сначала раскраивают на кратные черновые мебельные заготовки, затем заготовки сушат и раскраивают на одинарные черновые заготовки требуемых размеров.
Сушка досок до раскроя менее экономична, чем сушка кратных заготовок. При раскрое сырых досок отходы отбрасываются, и в сушку поступают только кратные заготовки, в результате чего уменьшается объем материала, подлежащего сушке. Кроме того, заготовки высушиваются быстрее, чем доски.
Сушка кратных заготовок во многих случаях целесообразнее, чем сушка одинарных заготовок. Одинарные заготовки высушиваются быстрее, чем кратные. Однако в связи с малым размером одинарных заготовок, применяемых в конструкциях мебели, укладка заготовок в штабеля для сушки требует много рабочей силы.
Назначение сушки древесины - повышение прочности изделий из древесины, предохранение изделий от загнивания, уменьшение формоизменяемости деталей из древесины, улучшение условий обработки, уменьшение массы изделия.
На мебельных предприятиях применяют атмосферную и камерную сушку заготовок.
Атмосферная сушка древесины производится в условиях атмосферного воздуха, без подогрева. При атмосферной сушке не может быть достигнута требуемая для изделий мебели влажность древесины, поэтому эта сушка не имеет самостоятельного значения, а применяется только в сочетании с камерной.
Камерная сушка - основной способ сушки заготовок из древесины. Камерная сушка древесины производится воздухом (агентом сушки) повышенной температуры в сушильных камерах. Камерная сушка позволяет получить сухие заготовки требуемого качества и любой конечной влажности. Заготовки перед камерной сушкой обычно подвергают атмосферной сушке на открытых складах или под навесами.
Основной фактор, определяющий качество камерной сушки, - правильный выбор режима сушки, т. е. расписания температуры и влажности воздуха в процессе сушки. Режимы сушки выбирают в зависимости от типа сушильной камеры, породы, толщины и влажности высушиваемого материала.
Материалы для изготовления мебели сушат в низкотемпературных (до 100°С) и высокотемпературных камерах периодического действия. При сушке материалов в высокотемпературных камерах применяют форсированные режимы сушки с повышенной температурой и скоростью циркуляции агента сушки.
От породы и толщины материала зависит жесткость режима сушки. Чем мягче режим, тем меньше температура агента сушки. Значение начальной влажности древесины обусловливает соответствующие температуры и влажность агента сушки, время их воздействия.
На мебельных предприятиях пользуются нормативными режимами сушки, разработанными для паровых камер периодического действия.
Качество сушки мебельных заготовок должно обеспечивать последующую механическую обработку заготовок и сборку деталей по 13-11-му квалитетам (ГОСТ 6449-76). Этим требованиям удовлетворяет II категория качества сушки. Допускаемое отклонение конечной влажности при среднем значении конечной влажности 6% составляет ±2,0%, 8% - ±2,5%, 10% - ±3,0%.
Допускаемый перепад влажности по толщине материала при толщине 13-22 мм составляет 2%, 23-40 мм - 3%, 41-60 мм - 3,5%, 61-90 мм -4%.
Чтобы после сушки заготовки имели заданные размеры, устанавливают припуски на усушку по ширине и толщине заготовок. Численно припуск на усушку равен разности между размером сырой заготовки и размером сухой заготовки.
На содержание последующих стадий технологических процессов изготовления корпусной и брусковой мебели на предприятиях с полным циклом обработки материалов основное влияние оказывают конструкции выпускаемых изделий.
Основные конструктивные материалы для изготовления корпусной мебели - древесностружечные и древесноволокнистые плиты. Детали из древесины хвойных и лиственных пород имеют ограниченное применение. Корпусная мебель имеет в основном сборно-разборную конструкцию, причем все больший объем занимает общая сборка изделий у потребителя. В производстве корпусной мебели облицовывание, отделка и сборка (особенно установка декора) занимают значительное место в технологическом процессе.
Основной конструктивный материал столярных и гнутых стульев - древесины твердых и ценных лиственных пород. В связи с этим в технологическом процессе изготовления брусковой мебели большое место занимают сушка, обработка заготовок и отделка.
Отделочно-сборочные предприятия для изготовления мебели получают с комбинатов мебельных деталей облицованные и шлифованные заготовки из плит и древесины. Технологический процесс изготовления мебели на отделочно-сборочном предприятии включает: формирование отверстий, профилей; окончательное шлифование; отделку; сборку сборочных единиц, включая установку декора. Значительное место занимают комплектовочные операции при сборке и упаковке в полиэтиленовую пленку, картон или другой материал.
В зависимости от степени готовности поступающих на отделочно-сборочное предприятие полуфабрикатов может меняться содержание и последовательность стадий технологического процесса.
Мебельные предприятия с полным циклом обработки материалов имеют сушильные, раскройные, станочные, клеильно-облицовочные, отделочные и сборочные цехи. Упаковывают мебель в специальных отделениях или складах.
Отделочно-сборочные мебельные предприятия имеют цехи станочной (повторной машинной обработки), отделочный и сборочный. Такие предприятия также имеют отделения или склады по комплектовке изделий перед сборкой и готовой продукции.
Однако приведенные деления на цехи ориентировочные. В зависимости от конструкции изготовляемых изделий, применяемого оборудования, степени готовности поставляемых на отделочно-сборочные предприятия полуфабрикатов возможно объединение нескольких цехов в один.
Для транспортировки заготовок внутри цеха в настоящее время все шире применяют роликовые секционные неприводные стационарные и передвижные роликовые конвейеры.
Стационарные роликовые конвейеры состоят из секций, свободно устанавливаемых или прикрепляемых к полу. Длина секций может быть различной в зависимости от назначения секций и площади, на которой они устанавливаются. Передвижные роликовые конвейеры передвигаются на колесах по рельсам. Высота их над уровнем пола должна быть равна высоте стационарных роликовых конвейеров.
На рис. 154 показаны общий вид и план участка облицовывания плит на базе одноэтажного гидравлического пресса. Участок оборудован стационарными и передвижными роликовыми конвейерами. Заготовки с помощью роликовых конвейеров транспортируют следующим образом.
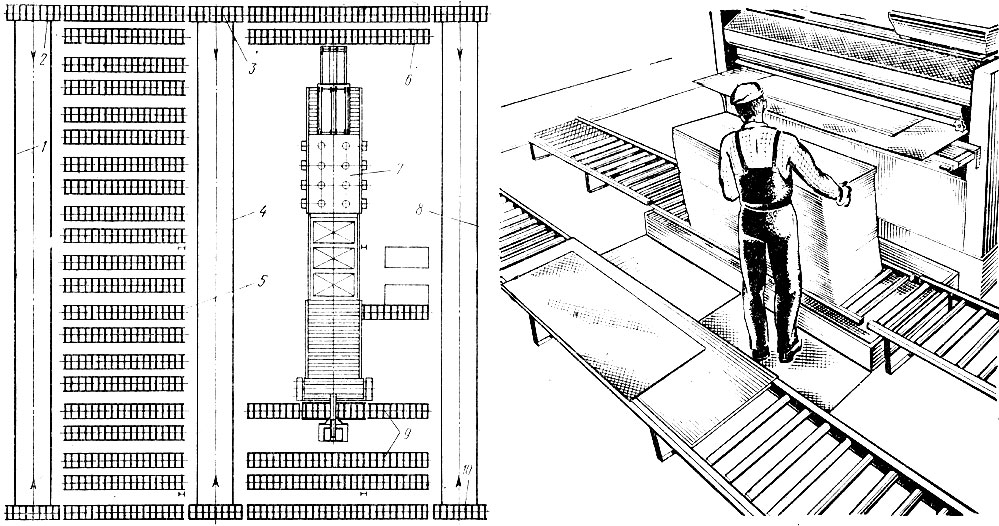
Рис. 154. Общий вид и план участка облицовывания плит, оборудованного роликовыми конвейерами: 1, 4, 8, - рельсы, 2, 3, 10 - передвижные роликовые конвейеры, 5, 6, 9 - стационарные роликовые конвейеры, 7 - линия облицовывания
Стопы заготовок с передвижным роликовым конвейером 10 развозят по рельсам 8 и вручную передвигают на стационарные роликовые конвейеры 9, расположенные около клеенаносящего станка линии облицовывания 7. После облицовывания на линии заготовки, поступают на стационарные роликовые конвейеры 6 и оттуда передвижным роликовым конвейером 3 по рельсам 4 развозятся на стационарные роликовые конвейеры 5, расположенные на участке выдержки облицованных плит. После выдержки облицованные плиты передвигаются на передвижной роликовый конвейер 2 и по рельсам 1 развозятся на стационарные роликовые конвейеры соседнего участка (на плане не показан) для дальнейшей обработки и т. д.
Применение на предприятиях в качестве транспортных средств роликовых конвейеров позволяет транспортировать заготовки на любой участок цеха, не снимая их с конвейера. Для этого между линиями обработки и станками устанавливают стационарные роликовые конвейеры, а рельсовые пути для передвижных роликовых конвейеров укладывают на определенном расстоянии один от другого. В местах, где рельсовые пути пересекаются с линиями обработки, линию делают такой высоты, чтобы можно было транспортировать передвижные роликовые конвейеры под линией. На рис. 155 приведена схема планировки части участка цеха, оборудованного роликовыми конвейерами, расположенными между поточными линиями и станками.
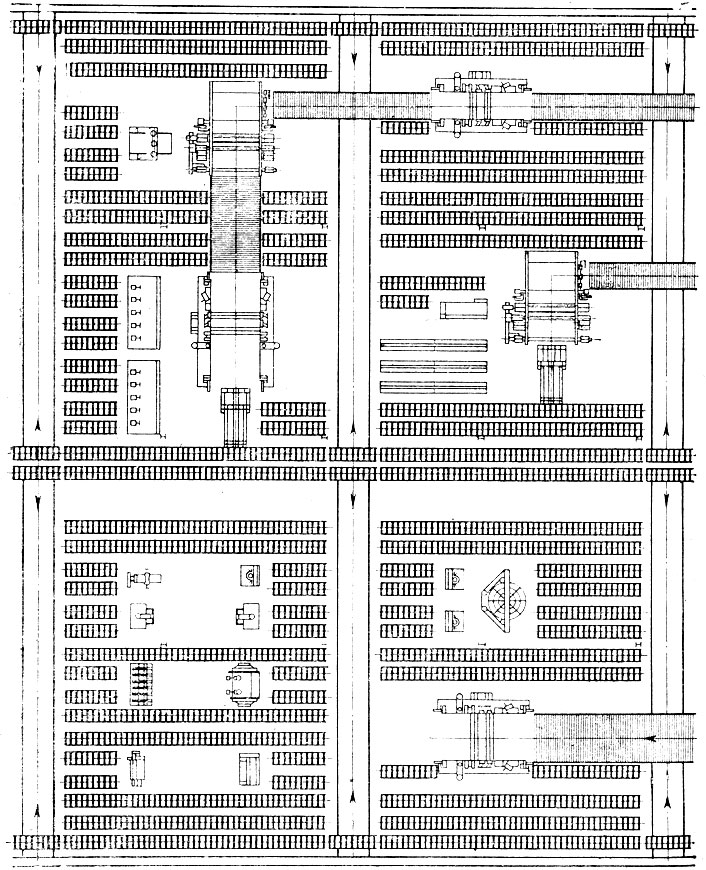
Рис. 155. Схема планировки части участка цеха, оборудованного роликовыми конвейерами, расположенными между поточными линиями и станками
На предприятиях, где отсутствуют роликовые конвейеры, заготовки внутри цеха транспортируют безрельсовыми тележками на колесах, снабженных резиновыми шинами, и электрокарами.
Заготовки в процессе обработки на линиях транспортируют конвейерами.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'