Ссылки
§ 36. Общая сборка
На общую сборку поступают предварительно собранные сборочные единицы, детали и покупные изделия. Их виды и назначение определяются конструкцией изделия. Например, на общую сборку корпусной мебели поступают стенки корпуса, двери, опоры, ящики и полуящики, полки, фурнитура. На общую сборку стула поступают остов и обитые тканью сиденье и спинка. Если конструкция стула предусматривает обивку остова после его сборки и отделки, то на общую сборку поступают пружины, настилочные и обойные материалы. Общая сборка стульев такой конструкции состоит в основном из обойных работ и осуществляется в обойном цехе, куда поставляется готовый остов.
Общая сборка корпусных изделий включает сборку корпуса, установку опор, навеску и регулировку дверок, установку комплектующих изделий (полки, ящики, полуящики) и фурнитуры.
Сборку корпуса и установку опор при конвейерной сборке выполняют в стапеле или на конвейере. При сборке в стапеле обеспечивается фиксирование деталей и сборочных единиц в нужном положении и обжим корпуса. Сборка в стапеле производится так.
В начальном положении стапеля, обычно вертикальном (рис. 147, а), по фиксаторам устанавливают вертикальные и горизонтальные стенки корпуса. К нижней горизонтальной стенке предварительно прикрепляют опорную скамейку или коробку. Если опорами служат подсадные съемные ножки, их устанавливают у потребителя.
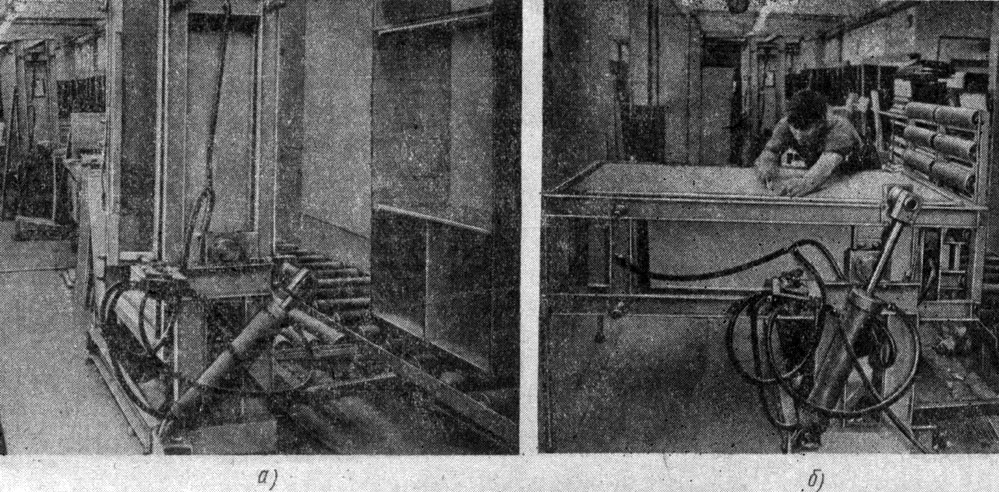
Рис. 147. Стапельная сборка корпусной мебели: а - сборка корпуса, б - установка задней стенки
После установки стенок включением пневмоприжимов обжимают корпус, затем стягивают стенки мебельными стяжками и включением пневмоцилиндра переводят стапель в горизонтальное положение (рис. 147, б) для установки задней стенки. Закрепив заднюю стенку шурупами, включением пневмоцилиндра переводят стапель в вертикальное положение. Затем отключают пневмоприжимы, вынимают корпус из стапеля и передвигают его на неприводной или приводной сборочный конвейер для навески дверей.
Применение стапелей облегчает сборку и в некоторых случаях повышает производительность труда. Однако при сборке технологичных (с точки зрения сборки), а также небольших по размерам изделии время сборки корпуса в стапеле может оказаться больше, чем без него. В этом случае корпус собирают на конвейере.
При навешивании дверей на неразъемные петли привинчивают петли шурупами к стенкам корпуса. При навешивании дверей на разъемные петли детали петель крепят предварительно при установке фурнитуры. В этом случае навешивание дверей заключается в соединении деталей петель и свинчивании их (если это предусмотрено конструкцией петель) винтами. После навешивания на четырехшарнирные петли двери регулируют.
Навешивание на четырехшарнирные петли (рис. 148, а) позволяет производить фронтальное и боковое регулирование дверей в небольших (2-3 мм) пределах. Фронтальное регулирование двери 1 осуществляется с помощью винта 3. При ослаблении винта петлю необходимо сдвинуть в одном из направлений, указанных стрелкой L2, и вновь затянуть винт. Фронтальную регулировку производят когда дверь относительно корпуса слишком отдалена (рис 148 б) или приближена (рис. 148, в), а также слишком отдалена верхняя (рис. 148, г) или нижняя (рис. 148, д) часть двери.
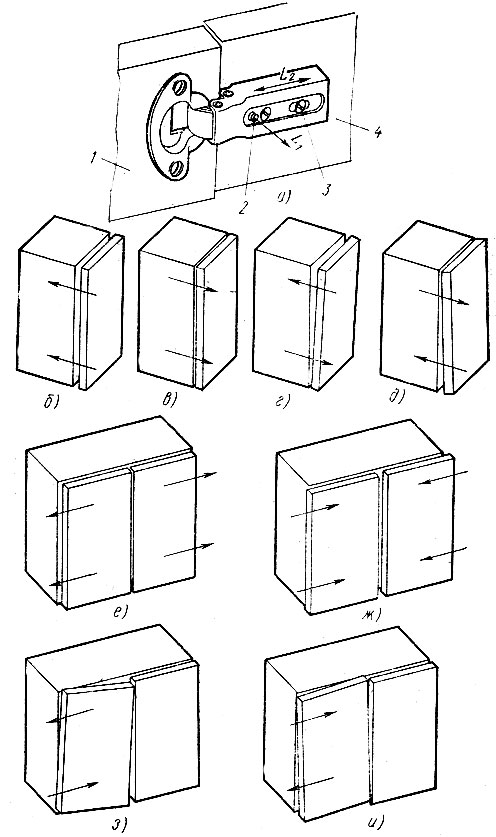
Рис. 148. Регулирование дверей, навешенных на четырехшарнирные петли (а) и варианты регулировок (б-и): 1 - и дверь, 2, 3 - регулировочные винты, 4 - боковая стенка
Боковое регулирование осуществляется с помощью винта 2 при ослаблении натяжения винта 3. Завинчиванием винта 2 петлю перемещают в направлении стрелки L1, после чего винт 3 снова затягивают. Боковую регулировку производят, когда двери слишком сближены одна к другой (рис. 148, е) или отдалены (рис. 148, ж), а также когда двери наклонены относительно корпуса (рис. 148, з, и).
После регулирования двери должны быть навешены ровно, открываться и закрываться свободно, не задевая стенок корпуса.
После навешивания дверей корпус по конвейеру поступает на установку комплектующих изделий и фурнитуры, затем на освежовку и контроль.
Более высокой формой организации труда при сборке корпусной мебели следует считать общую сборку изделия на приводном пластинчатом конвейере (рис. 149). Рабочие места при такой сборке располагаются с обеих сторон конвейера, на который подаются детали и сборочные единицы. Для сборки высоких изделий около конвейера под ноги рабочих устанавливают подставки и скамейки.
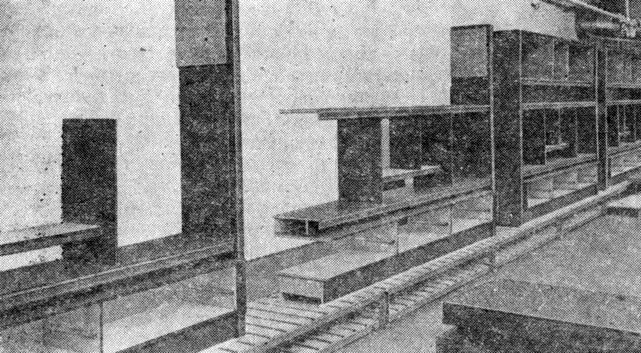
Рис. 149. Сборка корпусной мебели на приводном пластинчатом конвейере
Изделия, подвергаемые общей сборке на приводном конвейере, должны быть технологичны (с точки зрения сборки). В конструкциях изделий, собираемых на конвейере, иногда предусматривают дополнительные конструктивные элементы, которые не несут при эксплуатации изделий никаких функций, а применяются только с целью обеспечить технологичность сборки.
Конструкция изделий должна быть сборно-разборной. Должна быть обеспечена полная взаимозаменяемость входящих в изделие деталей и сборочных единиц.
Продолжительность выполняемых рабочим операций должна быть равна ритму конвейера или быть ему кратной.
Процесс общей сборки столярных стульев включает по существу операции вставки поступивших из обойного цеха сиденья и спинки и крепления их к остову (рис. 150). Сборка производится на рабочих местах, к которым подаются остов, сиденье и спинка стула.
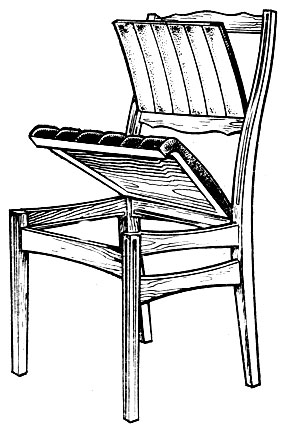
Рис. 150. Схема сборки столярного стула
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'