Ссылки
§ 31. Сушка покрытий
В процессе сушки жидкие отделочные покрытия отвердевают за счет сушильного агента (воздух, инфракрасные лучи и др.). По виду воздействия сушильного агента на отделочное покрытие различают естественную и искусственную сушку.
Естественная сушка происходит без принудительного воздействия сушильного агента при температуре воздуха 18-23°С, искусственная - с принудительным воздействием сушильного агента. Существуют три основных вида искусственной сушки: конвективная нагретым воздухом, терморадиационная инфракрасными лучами и аккумулированным теплом.
Для сушки полиэфирных покрытий, кроме того, начали применять сушильные установки, в которых сушильным агентом являются ультрафиолетовые лучи. Источником ультрафиолетовых лучей служат ртутные кварцевые лампы. Применение таких сушильных установок позволяет получать за 6-12 мин твердое покрытие, пригодное для дальнейшей обработки.
Отверждение покрытий в зависимости от применяемых отделочных материалов как при естественной, так и при искусственных сушках происходит за счет испарения из отделочного материала летучих растворителей, либо совместного протекания процессов испарения летучих растворителей и химического превращения пленкообразователя отделочного материала в твердое вещество. В обоих случаях на продолжительность сушки оказывает влияние температура сушки. С повышением температуры не только увеличивается скорость испарения летучих растворителей, но и ускоряется протекание химических реакций. Нагрев отделочных покрытий, содержащих летучие растворители, - наиболее эффективное средство ускорения искусственной сушки.
Конвективная сушка. При конвективной сушке сушильным агентом служит циркулирующий нагретый воздух, омывающий отделочное покрытие. Процесс высыхания покрытия начинается с наружных слоев и постепенно распространяется в глубь покрытия. В связи с этим в начальный период сушки на наружной поверхности покрытия образуется твердая пленка высыхающего отделочного материала, затормаживающая выход паров растворителя из нижележащего слоя покрытия. Указанное обстоятельство увеличивает продолжительность сушки и ухудшает качество покрытия, так как испаряющиеся растворители при выходе прорывают пленку, образуя в ней проколы, кратеры, пузыри. Во избежание этого предусматривается ступенчатая сушка: сначала покрытие сушат при пониженной температуре воздуха (период интенсивного испарения растворителей, когда увеличивается большая часть их), затем при повышенной (период сушки) и вновь при пониженной (период охлаждения). В зависимости от вида применяемого отделочного материала периоды сушки могут состоять из нескольких ступеней, в которых происходит постепенное (ступенчатое) повышение температуры. Охлаждение происходит либо при подаче охлажденного воздуха, либо выдерживанием в условиях цеха.
Конвективная сушка осуществляется в туннельных одноэтажных или многоэтажных и кассетных камерах. Камеры имеют зоны с различными температурами. В зонах циркулирует нагретый воздух, который, омывая изделия, передает тепло покрытию и удаляет пары растворителей. Продолжительность и температура сушки зависят от вида отделочного материала и толщины покрытия. Конвективный способ сушки наиболее экономичен, поэтому он наиболее широко распространен.
Терморадиационная сушка. При терморадиационной сушке сушильным агентом служат инфракрасные лучи, облучающие отделочное покрытие. В качестве источника инфракрасного излучения применяют светлые излучатели - электролампы накаливания, отличающиеся от обычных ламп накаливания алюминированной или серебряной колбой, и темные излучатели (трубчатые, панельные и др.), нагреваемые с помощью электрических спиралей, природного газа и др.
При инфракрасном нагреве сушка покрытий для различных отбелочных материалов основана на их способности пропускать или поглощать инфракрасные лучи определенной длины. В обоих случаях образование твердой пленки высыхающего отделочного материала начинается снизу, на границе отделываемой поверхности и покрытия, поэтому образующиеся пары растворителей беспрепятственно удаляются из покрытия. При инфракрасном нагреве в сушильных камерах значительно нагревается воздух, что также способствует высыханию отделочных покрытий.
В последнее время нашли применение экономичные терморадиационные сушильные камеры с панельными сплошными излучателями, нагреваемыми горячим газом, полученным при сгорании природного газа или мазута. Схема терморадиационной сушильной камеры фирмы "Хильдебранд" (ФРГ) показана на рис. 136.
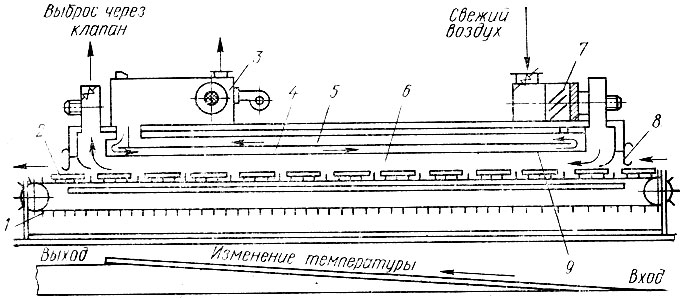
Рис. 136. Схема терморадиационной сушильной камеры с обогревом источников инфракрасных лучей горячими газами: 1 - конвейер, 2 - деталь, 3 - камера сжигания природного газа или мазута, 4 - канал для горячего воздуха, 5 - канал возврата охлажденного воздуха, 6 - канал сушки покрытий инфракрасными лучами, 7 - вентиляционно-калориферная установка, 8 - заслонка для предотвращения попадания в канал сушки излишков свежего воздуха, 9 - панельный излучатель
В камере 3 сжигается природный газ или мазут и нагревается воздух, поступающий от вентиляционно-калориферной установки 7. Нагретый воздух по каналу 4 подается к панельному излучателю 9 и нагревает его. Излучаемые излучателем в зону инфракрасные лучи нагревают отделочное покрытие деталей 2, подаваемых в камеру конвейером 1. Охлажденный воздух по каналу 5 возвращается в камеру, а заслонка 8 служит для предотвращения попадания в камеру излишков свежего воздуха.
Сушильная камера пригодна для отверждения шпатлевок, порозаполнителей, грунтовок, нитроцеллюлозных, полиэфирных и полиуретановых лаков и эмалей. Температура в сушильной камере регулируется в широких пределах. Интенсивность инфракрасного нагрева можно изменять в зависимости от отделочного материала и отделываемой поверхности. Скорость подачи деталей регулируется в зависимости от применяемых отделочных материалов.
Продолжительность сушки инфракрасными лучами зависит от вида отделочного материала, свойств отделываемой поверхности и толщины покрытия, с увеличением которого продолжительность сушки возрастает.
Свойства отделочных материалов и материалов отделываемой поверхности по отношению к инфракрасному излучению оказывают влияние на продолжительность сушки.
Продолжительность сушки отделочных материалов, пропускающих инфракрасные лучи, зависит от эффективного нагрева отделываемой поверхности. В этом случае покрытие сохнет в основном за счет передачи ему тепла от отделываемой поверхности, хорошо поглощающей инфракрасные лучи. Если инфракрасные лучи плохо поглощаются отделываемой поверхностью, но хорошо отделочными материалами, то тепло инфракрасных излучателей концентрируется в основном в покрытии. Продолжительность сушки в этом случае зависит от эффективного нагрева покрытия.
Сушка аккумулированным теплом. Сущность метода сушки отделочных покрытий за счет аккумулирования тепла заключается в предварительном нагреве отделываемой детали перед нанесением на нее отделочного материала. Древесину нагревают до 40-80°С в зависимости от видов применяемых отделочных материалов.
При сушке тепло идет снизу вверх, т. е. от отделываемой поверхности к наружному слою покрытия. Пары растворителей удаляются беспрепятственно, так как поверхностный слой покрытия имеет меньшую вязкость в период испарения растворителей. В связи с этим улучшаются условия сушки, розлив отделочного материала и качество покрытия. Так как тепла, аккумулированного в детали, обычно недостаточно для высыхания отделочного покрытия, указанный метод сушки применяют в комбинации с конвективным или терморадиационным.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'