Ссылки
§ 9. Строгание
Строгание - это операция резания древесины резцом (ножом), при которой траекторией резания является прямая, направление которой совпадает с направлением рабочего движения. При строгании поверхность резания, поверхность обработки и плоскость резания совпадают.
Для строгания применяют струги, к которым относятся рубанки, фуганки и цикли (рис. 33). Стругами обрабатывают прямолинейные, криволинейные, плоские и фигурные поверхности.
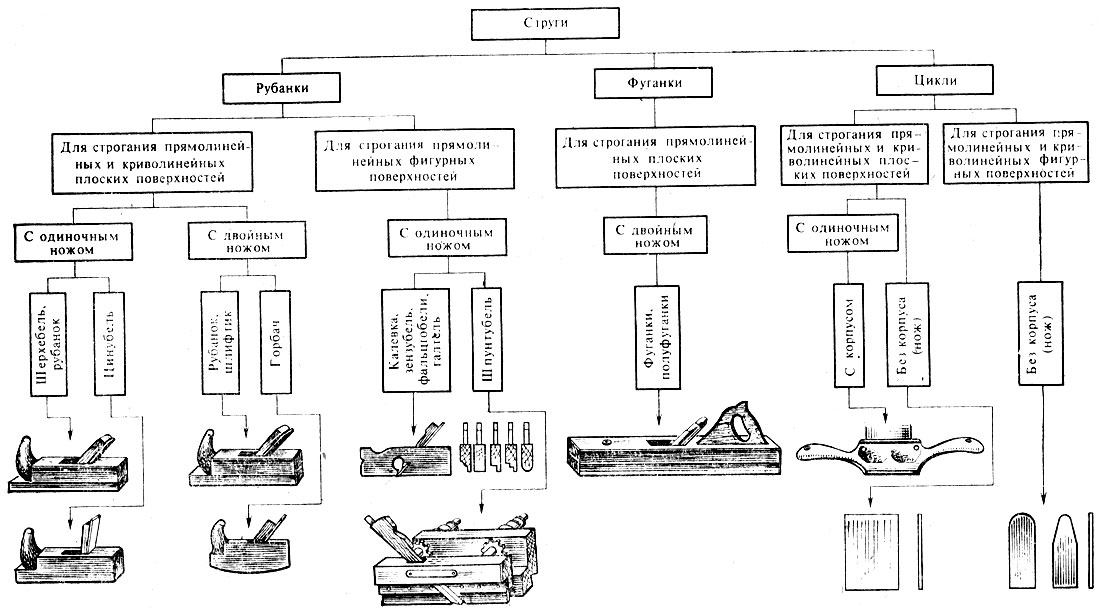
Рис. 33. Классификация и виды стругов
Рубанки и фуганки. Рубанки и фуганки состоят из ножа, колодки и клина для закрепления ножа в колодке. Для удобства пользования рубанки могут иметь рог и упор, фуганки имеют ручку. Для установки и выколачивания ножа в конструкциях фуганков и некоторых рубанков применяют пробки. Шпунтубель, кроме того, имеет направляющую планку, устанавливаемую на требуемом расстоянии от ножа с помощью двух винтов с гайками и контргайками.
Детали рубанков и фуганков изготовляют из древесины граба, клена, бука, груши, яблони. Древесина для изготовления деталей должна быть прямослойной, взятой из заболонной части ствола, влажностью не более 10%.
Ножи. Нож струга срезает с обрабатываемой заготовки стружку и формирует поверхность обработки. Ножи применяют одиночные (рис. 34, а-л) и двойные (рис. 34, ж), состоящие из ножа и стружколома, прикрепляемого к ножу винтом.
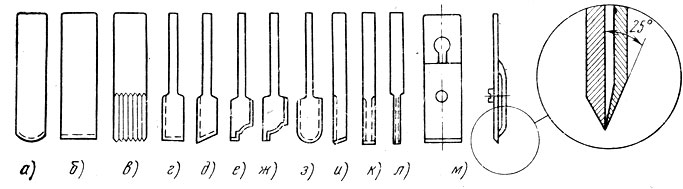
Рис. 34. Ножи рубанков и фуганков: а - л - одиночные, м - двойной
Лезвие ножа образуется задней гранью (фаской) с углом заточки, равным 30°. В зависимости от назначения лезвие ножа может быть скругленное, применяемое в шерхебелях (рис. 34, а) и галтелях (рис. 34, з); прямое, используемое в рубанках (рис. 34,6), шлифтиках и фуганках (рис. 34, м), зензубелях (рис. 34, г), шпунтубелях (рис. 34, к, л); скошенное, применяемое в зензубелях (рис. 34, д) и фальцгобелях (рис. 34, и); с насечкой, используемое в цинубелях (рис. 34, в); фигурное, применяемое в калевках (рис. 34, е, ж). Ножи изготовляют с прямыми (рис. 34, а, б, в, м) и скошенными (рис. 34, г-л) боковыми гранями. У ножей, показанных на рис. 34, г-ж, и, правая боковая кромка режущая, у ножей, приведенных на рис. 34, з, к, л, режущие обе боковые кромки. Угол заточки боковых граней ножей с режущими боковыми кромками составляет 10°.
Толщина ножей 3 мм, стружколома 2,5 мм. Стружколом должен плотно прилегать к ножу; рабочая грань стружколома для лучшего скольжения по ней стружки должна быть отполирована; угол заточки рабочей грани составляет 25°.
Ножи по толщине могут быть двуслойными и однослойными (цельными). Двуслойные ножи состоят из основного слоя и плакирующего со стороны лезвия ножа. Толщина плакирующего слоя 1-1,5 мм, высота 35-55 мм.
Основной слой ножей изготовляют из стали марок 30 или 35 (ГОСТ 1050-74), плакирующий - из стали марок 9ХФ, 5ХВ2С, 9Х5ВФ (ГОСТ 5950-73).
Цельные ножи изготовляют из стали марок 9ХФ, 5ХВ2С, 9Х5ВФ (ГОСТ 5960-72) или 65Г (ГОСТ 1050-74).
Режущую способность ножей, изготовленных из сталей указанных марок, проверяют строганием образца из еловой древесины 3-го сорта влажностью не более 25%. Площадь строгания должна быть не менее: для ножей шерхебелей - 1 м2; для одиночных и двойных ножей рубанков и фуганков (кроме цинубеля), применяемых для строгания плоских поверхностей, - 1,5 м2; для ножей зензубелей, канавок, галтелей - 0,6 м2; для ножей фальцгобелей - 0,4 м2; для ножей шпунтубелей - 0,2 м2. Шероховатость поверхности после строгания должна быть не ниже 5-го класса. Режущая кромка ножа после строганий должна оставаться острой и не иметь механических повреждений.
Стружколомы изготовляют из стали марок 20 или 10 (ГОСТ 1050-74).
Ножи должны быть остро заточены. Существуют три вида заточки ножа в зависимости от износа фаски и затупления лезвия.
Первый вид заточки применяют в тех случаях, когда нужно восстановить фаску ножа или лезвие имеет выкрошенные места. Заточку производят стачиванием с фаски металла образующей поверхностью шлифовального круга.
При заточке надо слегка перемещать нож по поверхности шлифовального круга и следить за тем, чтобы угол заточки ножа соответствовал установленному. Это достигается правильной установкой ножа на подручнике заточного станка по отношению к шлифовальному кругу. За каждый проход ножа по поверхности шлифовального круга надо стачивать небольшой слой металла, чтобы не допустить нагрев ножа и засинение от нагрева. Нож чаще нагревается при заточке на твердом шлифовальном круге.
После заточки фаска ножа приобретает слегка вогнутую форму; радиус вогнутости зависит от диаметра шлифовального круга. Поверхность фаски шероховатая, причем шероховатость больше в поперечном направлении фаски и меньше вдоль направления скорости движения абразивных зерен шлифовального круга.
Неровности абразивных зерен шлифовального круга выравнивают заточкой на бруске. Выравнивание начинают движением фаской по бруску под углом 30-45° к оси бруска, т. е. под углом к направлению большей шероховатости фаски. При выравнивании на бруске одновременно снимают заусенцы, переворачивая нож фаской вверх. Брусок необходимо смачивать водой, чтобы избежать затупления (засаливание) бруска.
После заточки на бруске правят нож на мелкозернистом оселке, чтобы придать лезвию большую остроту, устранить дефекты заточки и снять заусенцы. Правку производят главным образом со стороны фаски. Оселок смачивают водой или смазывают маслом. Движение фаски по поверхности оселка может быть круговым, прямолинейным и под углом 45° к оси оселка. При вогнутой фаске правка значительно облегчается, так как правится не вся фаска, а только лезвие и верхняя кромка фаски. Для снятия заусенцев нож переворачивают фаской вверх. При снятии заусенцев нож должен прилегать к поверхности оселка всей плоскостью.
Второй вид заточки применяют, когда фаска сохранила свою форму, а лезвие значительно затупилось (вторая стадия затупления). В этом случае нож затачивают на бруске и правят на оселке. Наконец, третий вид заточки используют после обработки партии заготовок, когда лезвие затупилось незначительно (первая стадия затупления). Такой нож правят на оселках разной зернистости. Сначала правят на крупнозернистом оселке, на котором одновременно снимают очень тонкий слой металла, затем окончательно на мелкозернистом оселке.
Применение различных видов заточки ножей позволяет сэкономить время, затрачиваемое на заточку, и продлить срок службы ножей. Нож следует чаще править на оселках, не допуская значительного затупления лезвия.
После заточки ножи должны удовлетворять следующим требованиям:
Угол заточки и форма лезвия должны соответствовать заданным; угол заточки контролируют шаблоном;
Лезвие должно быть острым. Остроту лезвия проверяют по бликам света, отражающегося от затупившихся участков фаски, или проводя слегка мокрым пальцем по лезвию. При остром лезвии палец, как говорят, "липнет" к лезвию;
Лезвие ножей рубанков и фуганков должно быть незначительно (не более 0,5 мм) скруглено по краям. Этим исключается работа боковых передних кромок ножей при строгании, когда ширина заготовки больше ширины ножа.
Ножи для цинубелей затачивают на шлифовальном круге или бруске. На оселке ножи не правят.
Колодки. Колодки по толщине изготовляют из цельной древесины и клееные. Клееные колодки более формоустойчивы при эксплуатации, чем цельные. Нижняя часть колодки, соприкасающаяся с обрабатываемой заготовкой, называется подошвой.
Подошва колодки представляет собой плоскость или поверхность сложной формы, например у калевок. Передвигаясь по обрабатываемой заготовке, подошва является базирующей поверхностью, обеспечивая ориентацию струга относительно обрабатываемой заготовки. Точность обработки подошвы и ее длина оказывают влияние на качество строгания.
Неплоскостность подошвы может вызвать значительные отклонения от плоскостности обрабатываемой поверхности, а также неровности разрушения (вырывы). Неплоскостность подошвы допускается не более 0,1 мм по всей длите колодки. При строгании длинных по сравнению с длиной колодки заготовок прямолинейность обрабатываемой поверхности возрастает с увеличением длины колодки. Поэтому для строгания длинных заготовок применяют фуганки с длиной колодки 650 мм и, наоборот, для строгания небольших участков обрабатываемых поверхностей используют струги с колодками небольшой длины (шлифтик).
Фигурные подошвы калевок, фальцгобелей, галтелей должны иметь постоянный профиль по всей длине колодки, соответствующей профилю ножа. При несовпадении профиля колодки с профилем ножа необходимо переточить нож или исправить профиль подошвы.
В средней части колодки продалбливают сквозное гнездо, называемое летком. Леток служит для установки ножа, подпора волокон при срезании стружки и транспортирования стружки. В летке (рис. 35) различают постель 2, пролет 3, зев 1, щечки 4, заплечики 5.
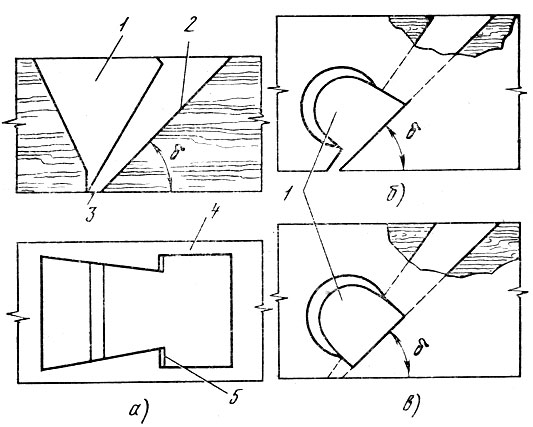
Рис. 35. Схемы летков рубанков и фуганков с прямым резцом: а - рубанков и фуганков для строгания плоских поверхностей, б, в - рубанков для строгания фигурных поверхностей; 1 - зев, 2 - постель, 3 - пролет, 4 - щечки, 5 - заплечики
На постели летка покоится нож. У рубанков с прямым резцом плоскость постели перпендикулярна боковой поверхности колодки, у рубанков с косым резцом она располагается под углом скоса 15-30° к боковой поверхности колодки. Чтобы нож свободно входил в леток, ширина постели должна быть больше ширины ножа на 1-1,5 мм. Угол наклона постели к подошве является одновременно углом резания ножа 6. Чтобы исключить вибрацию ножа при строгании, нож должен плотно прилегать к постели.
Ширина пролета формирует щель между лезвием ножа и колодкой, т. е. создает подпор волокон. Эта щель у рубанков с двойным ножом должна быть больше толщины срезаемой стружки, но не более чем в пять раз. У рубанков с одиночным ножом размер щели должен быть не более 3 мм. При изготовлении стругов ручным способом размер щели окончательно формируют по лезвию после присадки (установки) ножа.
Пролет расположен ближе к передней кромке подошвы. У рубанков он находится от передней кромки на расстоянии 0,4-0,45 длины колодки, у фуганков - на расстоянии 270 мм, у полу фуганков 220 мм от передней кромки колодки.
Форма, размеры и расположение зева в колодке должны обеспечить свободное транспортирование стружки из летка. У рубанков для строгания плоских поверхностей и фуганков стружка транспортируется вверх, поэтому зев летка вверху значительно уширен (рис. 35, а). У рубанков для строгания фигурных поверхностей зев делают на боковой поверхности колодки; он также уширен в сторону выхода стружки (рис. 35, б, в).
Толщина щечек определяет жесткость колодки. При закреплении ножа клином волокна древесины в щечках растягиваются пропорционально их длине. В результате растяжения волокон подошва колодки может получить значительный изгиб, если толщина щечек недостаточна. Оптимальная толщина щечек у колодок рубанков и фуганков 7-8 мм, но не менее 5 мм. Если в процессе многократных ремонтов колодок щечки стали тонкими, на боковые поверхности колодок делают наклейки из древесины той же породы, из которой сделана колодка.
Заплечики служат опорой клина. Ширина заплечиков вверху 5-9 мм, книзу они постепенно суживаются и сходят на нет. В конструкции заплечиков важное значение имеет их длина. Чем длиннее заплечики, тем больше плоскость прижима ножа клином. При коротких заплечиках нож может вибрировать, такие колодки ремонту не подлежат.
Клинья. Клин должен прочно закреплять нож в летке, а при выколачивании ножа усилие зажима должно быстро ослабевать. Поэтому необходимо выбрать оптимальный уклон клина. У клиньев рубанков и фуганков уклон составляет 1:4-1:6. Чтобы обеспечить лучшие условия выхода стружки из летка, клинья внизу скашивают или заканчивают вилкой.
Технические характеристики рубанков и фуганков приведены в табл. 2.
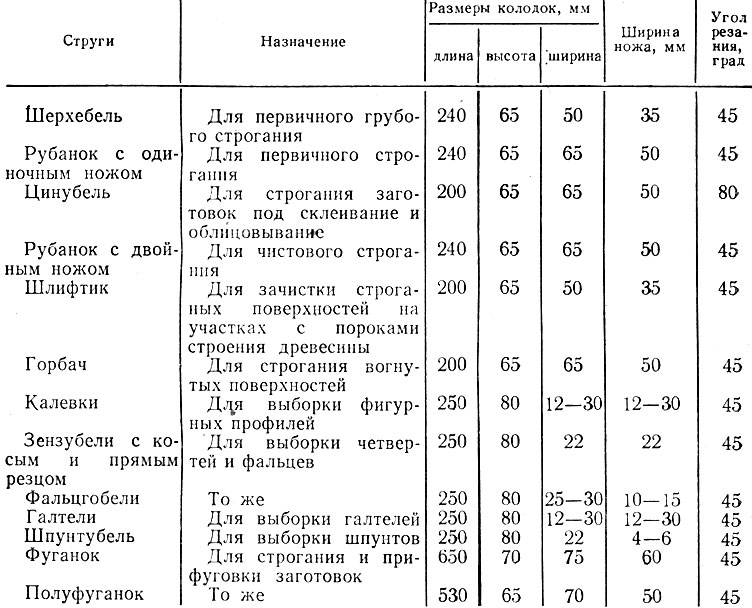
Таблица 2. Технические характеристики рубанков и фуганков
Из приведенных в таблице стругов при изготовлении мебели наиболее часто применяют: рубанки с одиночным и двойным ножом, цинубель, калевки, зензубель с прямым резцом, галтели, полу фуганок.
Цикли. Для зачистки строганных поверхностей применяют цикли. Цикля срезает очень тонкую (толщиной 0,04-0,08 мм) стружку.
Цикля с корпусом (рис. 36) состоит из колодки 2 с ручками, подошвы 1, ножа 5, прикрепляемого к колодке винтом 3 с гайкой 6 через металлическую прокладку 4. Толщина ножа 1-1,5 мм, угол заточки ножа равен 45°. Угол резания устанавливается 100-110°, т. е. резание циклей происходит с отрицательным передним углом. Размер пролета не менее 3 мм; пролет расширяется кверху. Для обеспечения лучших условий работы ножа между колодкой и ножом создается зазор а=0,3-0,5 мм.
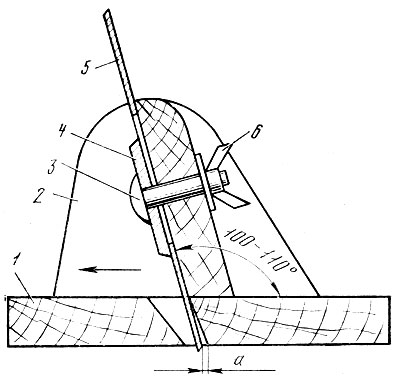
Рис. 36. Схема цикли с корпусом: 1 - подошва, 2 - колодка, 3 - винт, 4 - прокладка, 5 - нож, 6 - гайка
Для зачистки применяют также цикли без корпуса (нож-цикля). Нож-цикля представляет собой стальную пластину толщиной 9,8-1,0 мм, длиной 100-150 мм и шириной 70-80 мм. Пластину затачивают под прямым углом к боковым поверхностям.
Нож цикли затачивают на бруске и правят на оселке. После правки нож не должен иметь заусенцев. Затем у ножа стальным полированным стержнем со скругленными углами (наводкой) образуют (наводят) жало (рис. 37,а). Наводку изготовляют из напильника. После наведения жала у ножей образуется очень тонкое лезвие (рис. 37,6, в). Лезвие ножа цикли, наведенное стальной наводкой, не может быть достаточно острым.
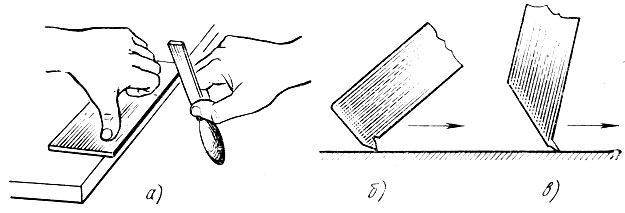
Рис. 37. Наведение жала у ножа цикли: а - положение рук рабочего при наведении жала, б - лезвие жала у ножа, затачиваемого под прямым углом, в - то же, под углом 45°
Приемы строгания. Прежде чем приступить к строганию, необходимо подготовить (наладить) струги. Наладка струга состоит в установке ножа струга и закреплении его клином. Если подошва струга деформирована, необходимо прострогать ее фуганком или рубанком и смазать растительным маслом для лучшего скольжения по обрабатываемой поверхности. Прострагивать подошву следует при установленном и закрепленном клином ноже. Лезвие ножа должно быть утоплено за площадь подошвы.
Нож устанавливают и закрепляют клином следующим образом. Рубанок или фуганок берут в левую руку, а правой рукой вставляют в леток нож и клинок, поддерживая их большим пальцем левой руки (рис. 38, а). Затем легким ударом молотка или киянки по клину закрепляют нож. После этого устанавливают лезвие ножа на толщину срезаемой стружки, которая составляет при строгании шерхебелем 2-3 мм, рубанком с одиночным ножом - 0,3-0,5 мм, рубанком и фуганком с двойным ножом - 0,2-0,3 мм, шлифтиком - 0,1-0,2 мм, циклей - 0,04-0,08 мм.
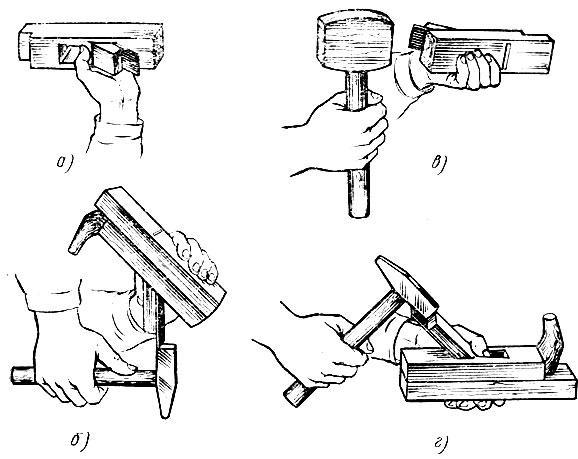
Рис. 38. Наладка рубанка: а - положение рубанка в левой руке при наладке, б - подача ножа вперед, в - подача ножа назад, г - закрепление ножа клином
При установке нож подают вперед ударом молотка (рис. 38, б). Если лезвие выступает за подошву на величину, большую требуемой, нужно легким ударом по торцу колодки рубанка (рис. 38, в) или пробке фуганка подать нож назад. После установки нож прочно закрепляют ударом по торцу клина (рис. 38, г).
При установке двойного ножа стружколом предварительно закрепляют на ноже. Причем расстояние между кромкой стружколома и лезвием ножа выбирают в зависимости от требуемого качества поверхности резания.
На рис. 39 показано, как нож 3 рубанка с двойным ножом срезает с заготовки 4 стружку 1 толщиной е. На ноже установлен стружколом 2 на расстоянии ab от лезвия ножа. Если ab=0, то условия продольной усадки стружки аналогичны условиям при резании ножом с углом резания δ=70°.
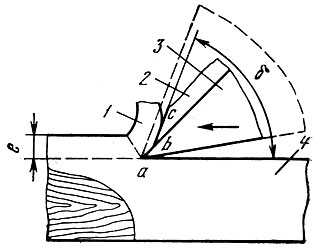
Рис. 39. Схема строгания с продольной усадкой стружки шлифтиком: 1 - стружка, 2 - стружколом, 3 - нож, 4 - заготовка
Если ab>0, характер продольной усадки стружки существенна не изменяется при малых значениях ab, когда грань bc стружколома движет перед собой стружку. Поэтому при строгании рубанком без образования опережающей трещины кромка стружколома должна быть расположена ниже обрабатываемой поверхности. У рубанков с углом резания δ=45° это условие будет соблюдаться, когда расстояние ab составляет не более 1,4 е. Если расстояние ab>1,4 e, стружколом будет только надламывать стружку; в этом случае не исключено образование опережающей трещины, особенно на участках с пороками строения древесины. Однако чем меньше ab, тем больше сила резания. Чтобы уменьшить силу резания у шлифтиков, например, применяют узкие ножи.
Рекомендуются следующие расстояния между кромкой стружколома и лезвием ножа в зависимости от толщины е срезаемой стружки:
е - для получения чистых поверхностей резания без образования вырывов и выщербин волокон древесины. Для получения таких поверхностей следует применять шлифтик;
3е-5е - для получения чистых поверхностей резания с возможным образованием вырывов и выщербин волокон древесины на участках, имеющих пороки строения древесины. Такие поверхности получают строганием рубанками и фуганками.
Чем меньше толщина срезаемой стружки, тем ближе к лезвию ножа должен быть установлен стружколом.
Расстояние между кромкой стружколома и лезвием ножа шлифтика определяют по предварительно срезанной стружке, используемой при установке стружколома в качестве шаблона. Расстояние между кромкой стружколома и лезвием ножа рубанка и фуганка определяют на глаз.
Нож цикли устанавливают рукой и закрепляют гайкой. Ударять молотком или киянкой по ножу цикли не допускается, так как у ножа цикли все кромки рабочие.
При строгании обрабатываемая поверхность должна быть параллельна крышке верстака. Заготовку закрепляют в верстаке зажимной коробкой или передним зажимом.
Строгание вдоль волокон производят по волокну, поэтому перед закреплением заготовку осматривают, чтобы определить направление волокон. Строгание в заданный размер выполняют по предварительно размеченной заготовке.
При строгании рабочий стоит вполоборота к верстаку (рис. 40, а). Ступня левой ноги несколько повернута в сторону верстака, ступня правой ноги - под углом около 70° к левой (рис. 40,6). Корпус слегка наклонен вперед. Строгание производят равномерным нажимом на струг. Чтобы не завалить концы обрабатываемой заготовки, в начале строгания нажим делают на переднюю часть колодки струга, в конце строгания - на заднюю. Длинные заготовки строгают рубанком постепенно, обрабатывая заготовку по частям и передвигаясь вдоль заготовки без отрыва фуганка от заготовки на всей ее длине. Рабочий при этом должен переходить вперед вдоль заготовки.
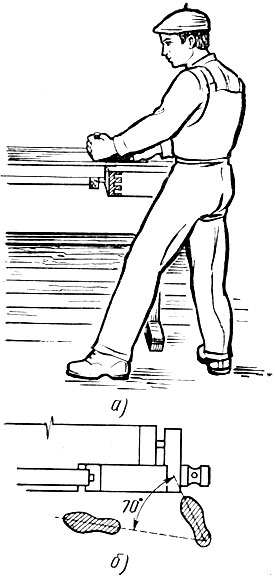
Рис. 40. Строгание заготовок вдоль волокон (а) и положение ступней ног рабочего при строгании (б)
Торцевание выполняют рубанком. Рубанок следует держать под углом к направлению резания. Этим достигается резание косым резцов, при котором сопротивление древесины продвиганию на нее резца уменьшается с увеличением угла скоса резца φс. Обычно угол φс=30°.
Сначала заготовку торцуют в одном направлении до середины ширины заготовки (рис. 41,а), затем рубанок переворачивают и заготовку торцуют с другой стороны (рис. 41,6). Заготовки небольшой площади сечения торцуют со вспомогательным бруском (рис. 41, в). Таким образом предупреждаются отколы волокон древесины лезвием ножа.
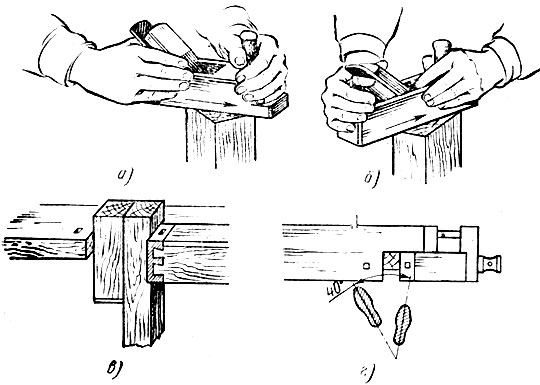
Рис. 41. Торцевание заготовок с двух сторон до середины (а, б), со вспомогательным бруском (в) и положение ступней ног рабочего при торцевании (г)
При строгании торца рабочий стоит лицом к верстаку. Ступни его ног расположены под углом примерно 40° одна к другой (рис. 41,г).
Циклюют поверхность вдоль волокон. Лезвие ножа цикли должно быть расположено по направлению волокон древесины под прямым углом или углом скоса не более 30°. Так как лезвие ножа цикли не может быть достаточно острым, при циклевании мягких пород стружка плохо срезается ввиду недостаточной остроты лезвия. Волокна древесины сминаются. Поэтому циклюют, как правило, только твердые породы: бук, дуб, клен, карагач, грушу, орех, красное дерево, ясень. Из-за недостаточной остроты лезвия ножа цикли нельзя циклевать также торец древесины, так как лезвие плохо перерезает волокна в торцевом направлении. Кроме того, в связи с высокой торцевой твердостью древесины лезвие быстро затупляется.
Контроль точности строгания. Обработанные строганием заготовки контролируют на прямолинейность, плоскостность и перпендикулярность. Правильность строгания фасок и калевок контролируют на соответствие заданным размерам.
Прямолинейность обрабатываемых заготовок проверяют на глаз (рис. 42, а) или прикладывая к строганной поверхности контрольную деревянную или металлическую линейку. Плоскостность также контролируют на глаз. Точность контроля повышается, если применять парные линейки (рис. 42, б).
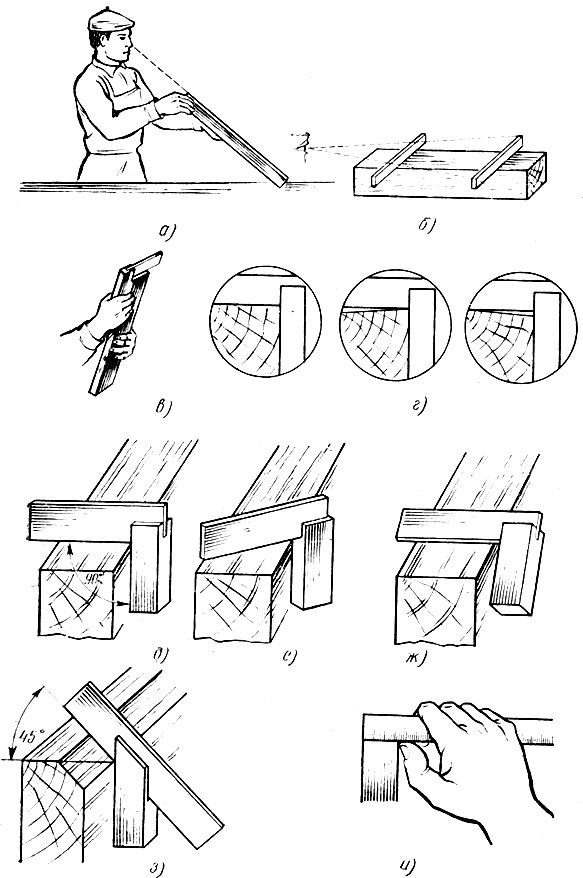
Рис. 42. Контроль точности строгания: а, б - на глаз, в, г, д, е, ж, з - угольниками, и - масштабной линейкой
Перпендикулярность проверяют с помощью угольника. Угольник накладывают на проверяемую заготовку (рис. 42, в) и определяют правильность обработки проверяемого угла на просвет. По просвету судят о точности выполнения прямого угла (рис. 42, г). Угольник нужно устанавливать в плоскости, перпендикулярной линии пересечения плоскостей, образующих прямой угол (рис. 42,(3). При наклонных положениях угольника (рис. 42, е, ж) неизбежны ошибки контроля.
Правильность строгания фасок контролируют ярунком (рис. 42, з) или малкой. Методы контроля те же, что и угольником при проверке прямого угла. Строгание калевок контролируют шаблонами.
Приемы контроля линейных размеров масштабной линейкой показаны на рис. 42, и. Погрешность измерения размеров масштабной линейкой допускается ±0,5 мм, линейкой с делениями 0,5 мм - ±0,25 мм. Если контролировать размеры нужно с большей точностью, пользуются штангенциркулем.
При заточке ножей на шлифовальном круге защитный экран заточного станка должен быть закрыт. Пальцы рук нельзя держать близко к шлифовальному кругу или бруску, так как это может привести к стачиванию верхнего покрова кожи на пальцах.
При установке ножа в летке его падение может привести к серьезной травме ног рабочего. Поэтому налаживать струг следует только над крышкой верстака.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'