Ссылки
§ 8. Пиление
Пиление - это операция разделения древесины на части с помощью многорезцового инструмента - пилы.
При пилении древесины ручными пилами (рис. 20) полотно 1 совершает возвратно-поступательное прямолинейное движение при неподвижной заготовке 2, а зубья 5 срезают стружки (опилки) и транспортируют их из закрытого пропила 3. В результате пиления образуются плоские или криволинейные боковые поверхности 4 и дно 6.
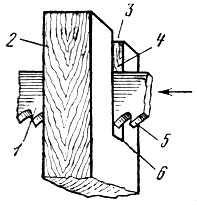
Рис. 20. Схема пиления ручными пилами: 1 - полотно, 2 - заготовка, 3 - пропил, 4 - боковая поверхность пропила, 5 - зуб, 6 - дно пропила
Основные виды ручных пил - лучковая, ножовки и наградка. Лучковая пила (рис. 21, а) состоит из деревянного лучка (станка) и полотна 1 с зубьями 7. Деревянный станок снабжен двумя стойками 2, распоркой 3, закруткой 5 и ручками 6. Полотно натягивается с помощью тетивы 4, изготовленной из бечевы. Натяжение полотна позволяет увеличить его поперечную жесткость и снизить до определенных пределов толщину.
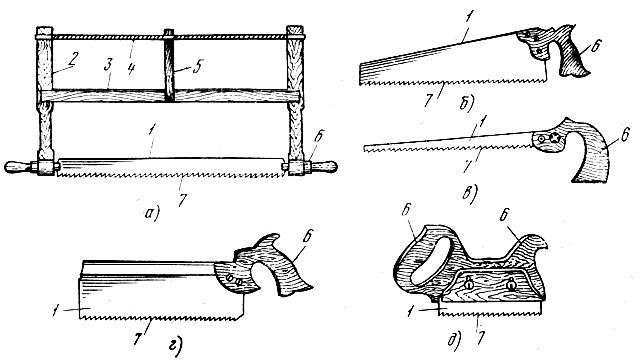
Рис. 21. Ручные пилы: а - лучковая, б - широкая ножовка, в - узкая ножовка, г - обушковая ножовка, д - наградка; 1 - полотно, 2 - стойка, 3 - распорка, 4 - тетива, 5 - закрутка, 6 - ручка, 7 - зубья
Кроме того, полотно имеет присоединительные конструктивные элементы для крепления с ручками.
Ножовки бывают широкие (рис. 21,6), применяемые для пиления широких досок и плит поперек волокон, узкие (рис. 21, в) - для пиления тонких материалов и выпиливания криволинейных заготовок и широкие обушковые (рис. 21, г), предназначенные для пропиливания пазов в широких заготовках. Вверху обушковой ножовки расположен обушок, увеличивающий жесткость полотна.
Для пропиливания пазов служат наградки (рис. 21, д). Ножовки и наградки состоят из полотна 1 с зубьями 7 и ручек 6.
Зубья - основная часть пилы. У зубьев (рис. 22) различают передние грани о1 осс1 и т. д., задние грани о1 оb1b и т. д. и Боковые грани cob и т. д. Передние главные кромки о1о, а1а и т. д. образуют в процессе резания дно пропила, боковые передние кромки ос, о1с1 и т. д. - боковые поверхности пропила.
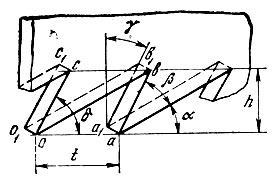
Рис. 22. Элементы зуба пилы
Прямая линия, проходящая через вершины зубьев, называется линией вершин зубьев пилы, а линия, ограничивающая дно впадин, - линией впадин. Кратчайшее расстояние между линией вершин и линией впадин составляет высоту зуба h. Расстояние между передними главными кромками по линии вершин соседних зубьев называется шагом зубьев t. Геометрия зуба пилы определяется задним углом α, углом заточки β, передним углом γ и углом резания δ. Форма и углы заточки зубьев ручных пил различны при различных видах пиления.
При продольной распиловке применяют зубья с прямой заточкой (рис. 23, а), т. е. угол β1=90°. Передняя главная кромка зуба производит торцевой рез, при котором древесина оказывает наибольшее сопротивление резания. Поэтому угол резания δ для передней грани должен быть всегда меньше 90°. Обычно его принимают равным 60-80°.
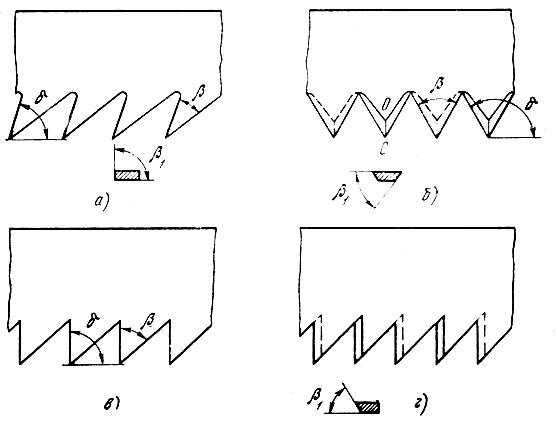
Рис. 23. Зубья пил: а - для продольной распиловки, б - для поперечной распиловки, в, г - для продольной и поперечной распиловок
При пилении с углом β1=90° передняя грань резца при продвижении давит на срезаемую стружку, отделяет ее от дна пропила и вводит во впадину между зубьями, облегчая процесс пиления. Чтобы емкость впадины была достаточной, угол заточки р принимают не более 40°.
Полотна с зубьями для продольной распиловки используют в лучковых пилах, служащих только для продольного раскроя пиломатериалов на черновые заготовки.
При поперечной распиловке главная кромка зуба перерезает древесину поперек волокон. Чтобы получить хорошее качество поверхности пиления, зуб должен иметь такую конструкцию, чтобы сначала он перерезал слои древесины с боков пропила, а затем удалял опилки из пропила. Так работает зуб с косой заточкой передней и задней грани (рис. 23, б). Волокна древесины перерезаются внешними боковыми режущими кромками. Короткая режущая кромка ос отрывает стружку внутри пропила и удаляет ее. Угол заточки зубьев β=60-70°, угол косой заточки β1=45-60°.
Полотна с зубьями для поперечной распиловки используют в широких ножовках и наградках.
В полотнах ручных пил наиболее широко применяют конструкции зубьев, которыми можно пользоваться как для продольной, так и для поперечной распиловок. Такие зубья (рис. 23, в) имеют прямую заточку, угол резания δ=87-90°, передний угол γ=3-0°, угол заточки β=50-60°.
При поперечном резании такими зубьями в плоскости стенок пропила вырываются слои древесины, торцевая поверхность становится шероховатой. Чтобы получить более высокое качество поверхности резания, применяют полотна с мелкими зубьями, у которых высота зуба доставляет 2-3 мм. Качество поверхности резания можно улучшить, применив косую заточку передней грани зуба под углом β1=75-80° (рис. 23, г).
Впадины между зубьями при пилении должны вмещать срезаемые стружки, легко удалять их при выходе зубьев из пропила и обеспечивать достаточную прочность зубьев. Если объем впадин будет небольшим, то при пилении широких заготовок приходится периодически вынимать полотно из пропила и очищать пропил и зубья пилы от опилок.
Размер впадин характеризуется высотой и шагом зубьев. Применяемые в ручных пилах полотна для продольной распиловки имеют высоту зубьев 6 мм, шаг зуба 5-6 мм; высота и шаг зубьев для поперечной распиловки, для продольной и поперечной распиловок 4-5 мм, мелких зубьев - 2-3 мм. Размеры полотен ручных пил приведены в табл. 1.
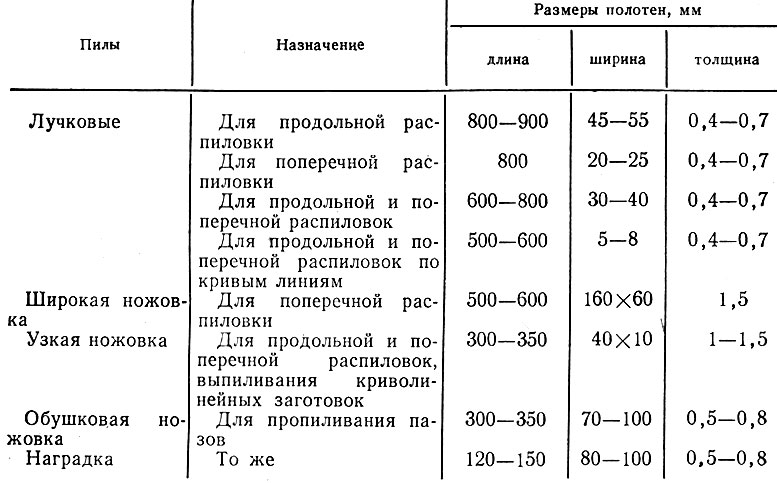
Таблица 1. Размеры полотен ручных пил
У подготовленных к работе лучковых пил плоскость полотна в зависимости от выбранного способа пиления должна быть расположена под углом 30-110° к осям стоек станка. Натяжение должно обеспечивать достаточную жесткость в боковом направлении. В процессе работы полотна пил должны находиться в одной плоскости.
Качество поверхности пиления ручными пилами и усилия, затрачиваемые на пиление, во многом зависят от ухода за зубьями, заключающегося в правильной их заточке и разводке.
Заточка зубьев. В процессе пиления зубья затупляются: происходит закругление передней и боковых кромок зуба. Чтобы восстановить режущую способность зубьев, их затачивают напильниками. При этом должны остаться неизменными профиль, шаг и высота зубьев.
Зубья с прямой заточкой затачивают, сняв металл одновременно с передней и задней граней (рис. 24, а). Так затачивают зубья для продольной и поперечной распиловок, когда угол между передней и задней гранями соседних зубьев составляет 60°, что соответствует углу профиля сечения трехгранного напильника. Зубья с прямой заточкой, у которых угол между передней и задней гранями меньше 60°, например у зубьев для продольной распиловки, затачивают, сняв металл с задней грани зуба (рис. 24,6). Для заточки применяют ромбические напильники. При такой заточке с передней грани зуба снимают только незначительную часть металла, чтобы подчистить заусенцы.
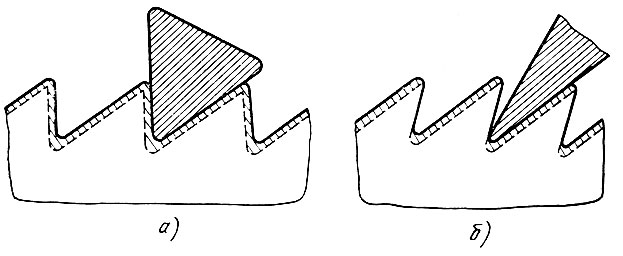
Рис. 24. Схемы заточки зубьев: а - трехгранным напильником зубьев для поперечной и продольной распиловки, б - ромбическим напильником зубьев для продольной распиловки
Зубья с косой заточкой затачивают, сняв металл со скошенной грани зуба, причем у зубьев для поперечной распиловки с вершины зуба снимают больше металла, чем у основания.
При заточке зубьев нужно снимать за каждый рабочий проход напильника слой металла одинаковой толщины. Это позволит сохранить неизменными профиль, шаг и высоту зубьев после заточки.
Острота заточки зуба характеризуется наличием или отсутствием заусенцев на его гранях, а также классом шероховатости поверхности зуба после заточки.
При заточке личным напильником нельзя получить идеальную остроту зуба. Личные напильники позволяют получить поверхность, соответствующую 7-8-му классу шероховатости. На режущих гранях зуба со стороны выхода напильника образуются заусенцы, которые снимают остроту зуба и, выкрашиваясь в процессе работы пилы, приводят к быстрому и значительному затуплению зубьев.
Получить более высокое качество поверхности зубьев после заточки личным напильником можно, если довести их напильником с бархатной насечкой и снять заусенцы с боковых граней зуба оселком. Заусенцы снимают, проводя мокрым оселком по боковой поверхности полотна пилы.
Если зубья имеют незначительное затупление, их можно затачивать напильником с бархатной насечкой. После заточки шероховатость поверхности соответствует 9-12-му классам шероховатости.
Для заточки зубьев полотно пилы устанавливают в деревянных тисках (рис. 25, а) и зажимают в верстаке (рис. 25, б). Тиски изготовляют из древесины твердых лиственных пород, ширина губок тисков должна быть не менее 200 мм.
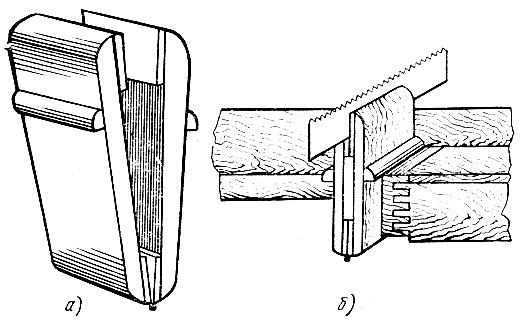
Рис. 25. Деревянные тиски (а), установка тисков и полотен пил (б) при заточке и фуговании зубьев
При заточке нажим напильника на зубья должен быть равномерным и только при движении напильника вперед. Перемещать напильник в обратном направлении нужно свободно, без нажима, отрывая или не отрывая его от затачиваемой поверхности.
Сохранение при заточке вершин зубьев на одной прямой влияет на износостойкость зубьев и качество поверхности дна пропила. При значительных отклонениях зубьев по высоте наибольшую нагрузку будут нести выступающие зубья, вследствие чего будет происходить их перегрузка и ускоряться износ, ухудшаться качество распиловки.
Чтобы предотвратить выступ отдельных зубьев и выправить их положение по одной линии, фугуют вершины зубьев оселком или напильником.
Оселком прифуговывают зубья после заточки, чтобы выровнять их. Величина прифугованной поверхности отдельных зубьев в этом случае составляет не более 0,1-0,2 мм. Зубья после прифуговки следует дополнительно довести напильником.
Если отклонения вершин зубьев от прямой линии значительны, фугуют все зубья (рис. 26) напильником 1, вставленным в деревянную колодку 2. Полотно 3 пилы должно быть закреплено в деревянных тисках 4. Зубья фугуют напильником до заточки и, как правило, после развода.
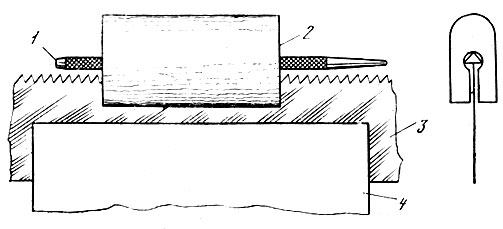
Рис. 26. Приспособление для фугования зубьев напильником: 1 - напильник, 2 - колодка, 3 - полотно пилы, 4 - тиски
Развод зубьев. Чтобы уменьшить трение и зажим полотен пил в пропиле, ширина пропила должна быть больше толщины полотна пилы. Если ширина пропила равна толщине полотна, трение между полотном и стенками пропила может привести к нагреву полотна и его расширению. При этом значительно возрастают усилия, затрачиваемые на пиление. Происходит так называемое "заедание" полотна в пропиле.
Чтобы обеспечить свободное движение полотна в пропиле, производят развод зубьев, т. е. их поочередно, через зуб, отгибают на обе стороны полотна на одну и ту же величину (рис. 27).
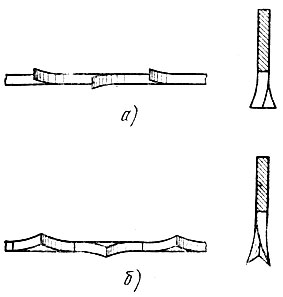
Рис. 27. Развод зубьев полотен пил: а - с прямой заточкой, б - с косой заточкой
Величина развода обуславливается упругим восстановлением Древесины, которое тем больше, чем мягче и влажнее древесина. Поэтому для мягкой и влажной древесины развод должен быть больше, чем для твердой и сухой. Для ручных пил величина развода зубьев составляет 0,2-0,3 мм на сторону, но общая величина развода зубьев не должна быть больше толщины полотна.
При разводе зубьев важно обеспечить одинаковый отгиб зубьев на каждую сторону. При неодинаковом отгибе более отогнутые зубья будут наносить глубокие риски на боковые поверхности пропила, снижая качество поверхности пиления.
При разводе зубьев важно также обеспечить одинаковый характер отгиба зубьев, т. е. граница изгиба зуба должна располагаться на одной и той же высоте от вершины или впадины зуба. При разводе ручных пил зуб следует отгибать не у основания, а примерно на половине его высоты h. Если отгибать зуб у основания, то расположенные ниже линии впадин участки полотна будут выпучиваться, что приведет к растяжению пилы по всей кромке ниже линии впадин.
Зубья разводят вручную разводками (рис. 28), состоящими из плашки 2 с прорезями 3. Ширина прорези должна быть немного больше толщины полотна, а глубина примерно равна половине высоты зуба. Поэтому в связи с различной толщиной полотен и высотой зубьев плашки имеют несколько прорезей разных размеров по ширине и высоте. На плашке двумя винтами 6 устанавливают передвижной упор 4. При разводе полотно 1 пилы зажимают в деревянных тисках 7, плашку прорезью накладывают на зуб и движением ручки 5 вниз, пока упор не коснется полотна, отгибают зуб. Величину отгиба проверяют шаблоном, приставляя его к плоскости полотна.
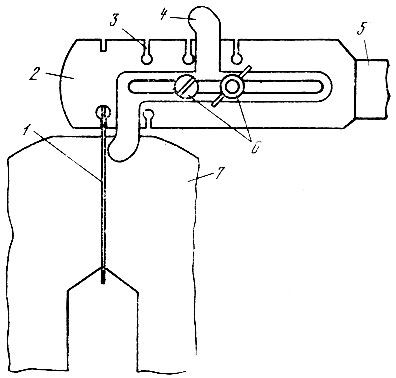
Рис. 28. Развод зубьев вручную разводкой: 1 - полотно пилы, 2 -плашка разводки, 3 - прорезь, 4 - упор, 5 - ручка, 6 - винты, 7 - тиски
Зубья ручных пил можно разводить и отверткой, однако одинакового отгиба в этом случае достичь трудно. Кроме того, отвертка сминает грани зуба. Поэтому зубья разводят отверткой до заточки.
Разводкой зубья можно разводить до и после заточки, в зависимости от состояния зубьев. Если в процессе работы развод зубьев значительно исказился, то сначала нужно развести зубья, а затем Заточить их. Если потеря развода всех зубьев равномерная и незначительная, то зубья разводят после заточки.
Нарезание зубьев. При изломе зубьев, а также при нарезании мелких зубьев их нарезают заново напильником.
Перед нарезкой старые зубья стачивают до линии впадин, затем полотно фугуют. При нарезании мелких зубьев из готовых пил с зубьями высотой 5-6 мм их фугуют, снимая половину высоты зуба, потом каждый зуб разрезают (по ширине) напильником пополам.
Нарезка зубьев напильником требует много времени. Кроме того, на нарезку зубьев одного полотна расходуется, как правило, несколько напильников.
Чтобы ускорить нарезку, применяют специальное приспособление, которое изготовляют в мастерских из плоскогубцев или кусачек. Приспособление работает по принципу разрезания металла ножницами без снятия стружки, т. е. скалыванием под давлением пары режущих ножей.
В процессе нарезания зубьев полотно 3 (рис. 29) помещают между ножами 1 и 4 до упора 2. Верхний нож, опускаясь, давит на пополотно, сминают поверхности полотна, а затем разрезают его. Углы заострения β у режущих ножей составляют 80°. Для уменьшения трения ножей в процессе резания на их режущих боковых поверхностях создается задний угол α, равный 2-3°.
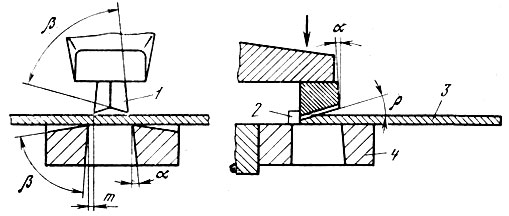
Рис. 29. Схема приспособления для нарезания зубьев ручных пил: 1 - верхний нож, 2 - упор, 3 - полотно, 4 - нижний нож
Для получения чистого среза необходимо правильно выбрать зазор т между верхним и нижним ножами. Обычно m=0,1-0,15 мм на сторону.
Для уменьшения силы резания режущие ножи устанавливают под углом р один к другому. Чем больше р, тем меньше нужно усилий для резания. Однако большой угол наклона ножа создает усилие, выталкивающее полотно из-под ножей. Поэтому угол принимают р=7-12°.
Чтобы зубья имели одинаковый шаг, у приспособления предусматривают регулятор, имеющий форму зуба и входящий во впадину после нарезки первых зубьев.
Приемы пиления. В зависимости от установки распиливаемого материала относительно крышки верстака и направления резания относительно волокон древесины различают следующие виды пиления: вдоль волокон при горизонтально установленном материале, вдоль волокон при вертикально установленном материале, поперек волокон при горизонтально установленном материале (торцевание).
Пиление вдоль волокон при горизонтально установленном материале выполняют для раскроя досок на черновые заготовки при выполнении ремонтных и реставрационных работ.
При пилении вдоль волокон при горизонтально установленном материале раскраиваемую доску кладут на крышку верстака или заменяющего его рабочего стола и закрепляют струбциной так, чтобы отпиливаемая часть доски свисала за край крышки (рис. 30, а). Производят разметку, нанося карандашом по линейке риски с учетом припуска на последующую обработку заготовки. Величина при- пуска составляет обычно не менее 3 мм.
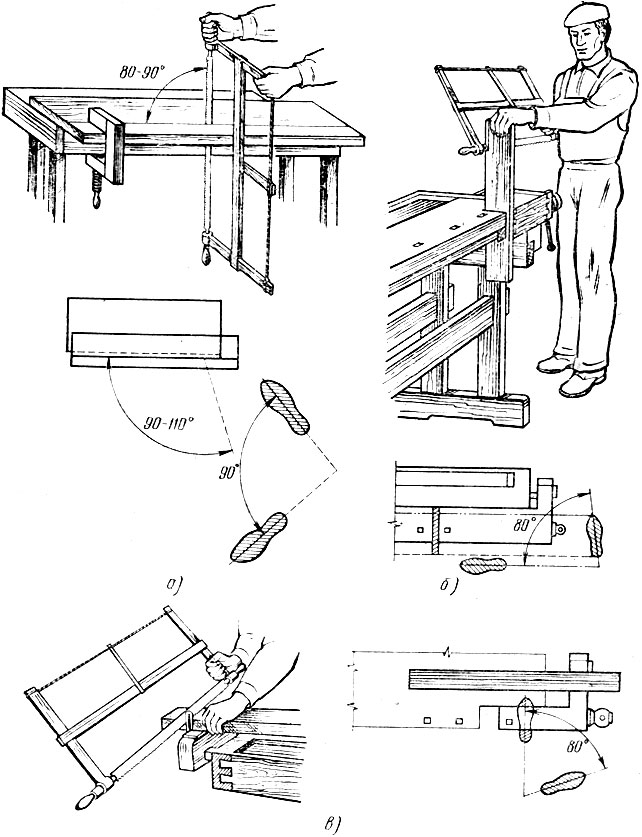
Рис. 30. Приемы пиления лучковыми пилами и положение ступней ног рабочего при пилении: а - вдоль волокон при горизонтально установленном материале, б - вдоль волокон при вертикально установленном материале, в - поперек волокон при горизонтально установленном материале
Для продольного раскроя досок на черновые заготовки применяют лучковые пилы с зубьями для продольной распиловки. Полотно по отношению к осям стоек станка устанавливают под углом 90-110°.
Раскрой начинают с верхнего ребра торцевой кромки доски, делая первое движение пилой на себя снизу вверх. Перед пилением полотно устанавливают на ребро кромки по ногтю большого пальца левой руки. В процессе пиления полотно пилы должно находиться под углом 80-90° к плоскости доски. Корпус рабочего немного наклонен вперед, ступни ног развернуты примерно под углом 90° по отношению одна к другой. Пилу при пилении держат правой рукой за ручку, левой за стойку. Пилу подают на распиливаемую доску легким нажатием зубьев при движении пилы вниз. При движении пилы вверх полотно несколько отводят от дна пропила. Пилить надо всеми зубьями нарезанной части полотна.
Пиление вдоль волокон при вертикально, установленном материале применяют для получения черновых заготовок и деталей.
Обрабатываемый материал после разметки закрепляют в верстаке прижимной коробкой так, чтобы торцевая кромка заготовки была расположёна не выше уровня локтя рабочего, а долевая кромка - прижата к рабочей доске верстака (рис. 30, б).
Разметку производят карандашом по линейке или рейсмусом. При раскрое черновых заготовок по ширине припуск на последующую обработку составляет не более 1,0 мм; шипы и проушины запиливают без припуска по нанесенным рейсмусом рискам лучковыми пилами с зубьями для продольной и поперечной распиловок. Полотно пилы должно находиться под углом 30-45° к осям стоек.
Раскрой черновых заготовок начинают с торцевой кромки заготовки, запиливание шипов и проушин - с заднего ребра торцевой кромки заготовки.
При раскрое заготовок и запиливании шипов и проушин зубья пилы по отношению к разметочной риске устанавливают по ногтю или второму суставу большого пальца левой руки. Пиление начинают движением пилы на себя. Пилу держат кистью правой руки за стойку, возможно ближе к ручке; левой рукой поддерживают заготовку. Полотно пилы при пилении должно быть параллельно крышке верстака.
Пиление производят при не подвижном, немного наклоненном вперед корпусе. Ступня левой ноги должна быть параллельна крышке верстака, а правой под углом 80° к левой.
По мере увеличения длины пропила заготовку поднимают и закрепляют вновь. При этом пилу вынимают из пропила. Раскрой заканчивают, закрепляя заготовку наклонно, что позволяет видеть риску до окончания пиления.
Пиление поперек волокон при горизонтально установленном материале применяют при раскрое заготовок по длине, пропиливании пазов, спиливании щечек шипов и т. п.
Обрабатываемую заготовку укладывают на крышку верстака так, чтобы кромка заготовки упиралась в откидной упор (рис. 30, в). При раскрое заготовок по длине отпиливаемая часть заготовки должна выступать за задний брусок крышки верстака. Если необходимо, например при пропиливании широких пазов, заготовку закрепляют струбциной.
Пиление поперек волокон производят лучковыми пилами с зубьями для поперечной и для поперечной и продольной распиловок, ножовками и наградками с зубьями для поперечной распиловки.
Ножовки применяют в тех случаях, когда лучковой пилой работать неудобно; например, при распиливании широких заготовок из плит работе может мешать лучок.
Зубья пилы устанавливают на распиливаемую заготовку по ногтю большого пальца левой руки. Лучковую пилу и ножовку держат правой рукой, левой рукой поддерживают и прижимают к откидному упору заготовку. Наградку держат обеими руками. Запиливание наградкой производят по бруску, укрепленному на обрабатываемой заготовке.
Корпус рабочего при пилении слегка наклонен вперед. Ступня левой ноги должна быть перпендикулярна крышке верстака, а правой - под углом 80° к левой. Пиление начинают движением пилы на себя.
Требования к качеству пиления. Качество пиления характеризуется шероховатостью полученных поверхностей и точностью обработки заготовки.
Если операция пиления является промежуточной в процессе обработки заготовки, т. е. после пиления заготовка, например, строгается, высоких требований к шероховатости поверхности и точности обработки не предъявляют. Устанавливают только оптимальный припуск, размеры которого диктуются сокращением времени последующей обработки заготовки. Зона пропила 2 (рис. 31, а) должна находиться рядом с разметочной риской 1, причем при пилении риску сохраняют, так как по ней судят о точности пиления.
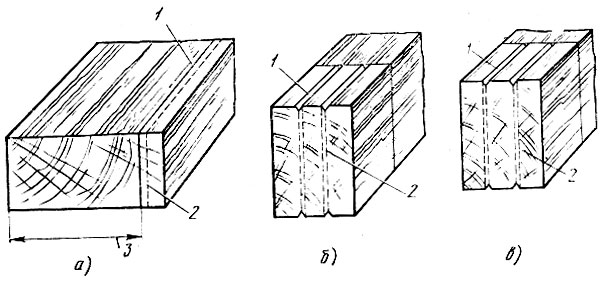
Рис. 31. Расположение зоны пропила относительно разметочных рисок: а - при пилении с припуском на последующую обработку, б - при запиливании проушины, в - при запиливании шипа; 1 - разметочная риска, 2 - зона пропила, 3 - размер заготовки с припуском
Сопрягаемые поверхности шипа и проушины должны обрабатываться с достаточной точностью. Сопрягаемые поверхности размечают под запиливание рейсмусом или гребенкой. Такая разметка будет выполнена с одинаковыми отклонениями в сопрягаемых заготовках, поэтому погрешности разметки не будут влиять на точность запиливания.
Зона пропила должна захватывать половину ширины риски, причем при запиливании проушины зона пропила располагается с внутренней стороны риски, в теле проушины (рис. 31,6), а при запиливании шипа - с наружной стороны риски, в теле щечек шипа (рис. 31, в). Такое запиливание шипов и проушин позволяет выполнять соединения деталей с достаточной точностью, без дополнительной последующей обработки.
Основные виды брака при пилении - значительное отклонение пропила от разметочной риски, в результате которого из заготовки нельзя получить детали с заданными размерами; отщепы кромок, делающие детали непригодными.
Запиливание шипов и проушин следует начинать только после приобретения достаточного опыта в работе ручными пилами, отработки приемов пиления.
Полотно пилы может отклоняться от риски, если зубья имеют не-равномерный односторонний развод. Необходимо устранять такой дефект уже в начале пиления.
Отщепы или отломы кромок образуются в результате разрыва древесины вдоль волокон под действием массы отпиливаемой части заготовки. Чтобы избежать этого брака, нужно в момент, когда заканчивается пиление, поддерживать рукой отпиливаемую часть заготовки (рис. 32).
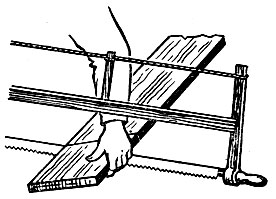
Рис. 32. Поддерживание рукой отпиливаемой части заготовки для предупреждения брака при пилении
Правила техники безопасности при работе ручными пилами. В начале пиления при установке зубьев на обрабатываемую заготовку по большому пальцу левой руки нужно держать ноготь или сустав пальца выше зубьев.
Первое движение пилой надо делать плавно на себя, после этого левую руку отодвинуть от пропила.
В процессе выполнения всех операций пиления левую руку нужно держать выше зубьев пилы.
Конец закрутки лучковой пилы не должен выступать за распорку. Выступающий конец закрутки может зацепиться за обрабатываемую заготовку, соскочить с распорки и нанести травму рабочему.
В инструментальном шкафу пилы должны располагаться таким образом, чтобы исключить возможность случайной травмы рук о зубья пил.
Нельзя работать пилами с тупыми зубьями.
Производители окон пвх от официального партнера в Краснодаре.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'