Ссылки
2. Рабочее место столяра
Рабочее место, на котором выполняются производственные операции, должно быть организовано с созданием наилучших условий для успешной и высокопроизводительной работы. Оно должно быть обеспечено необходимым инструментом, приспособлениями и материалами с наиболее удобным их размещением.
Основным оборудованием рабочего места столяра при обработке ручным инструментом и при сборке изделий является верстак.
Верстаки необходимо расставлять не слишком тесно, оставляя проходы между ними не менее 1 м.
Материалы - доски, бруски и пр.- должны быть размещены так, чтобы их можно было брать и складывать, не затрачивая на это лишних движений. Рекомендуется пользоваться для этого специальными подставками или стеллажами. Готовые детали следует складывать в строгом порядке, а ненужные отходы удалять.
Рабочее место станочника необходимо организовать так, чтобы обеспечивалась наиболее производительная работа станка при наименьшей затрате электроэнергии.
Основой правильной организаций рабочего места станочника служит содержание в полной исправности станка с правильно отточенным, налаженным режущим инструментом и необходимыми приспособлениями, рациональное размещение заготовок и обработанных деталей.
На рис. 249 приводятся схемы организации рабочих мест станочников на основных деревообделочных станках.
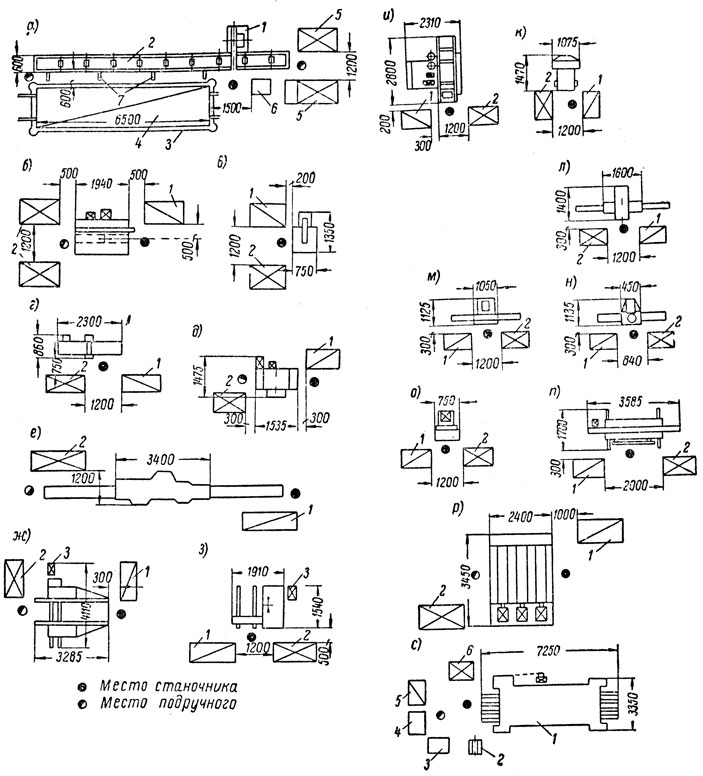
Рис. 249. Схемы организации рабочих мест: а - у станка для торцевания досок: 1 - торцовочный станок; 2 - роликовый стол; 3 - площадка подъемного лифта; 4 - штабель досок; 5 - штабеля заготовок; 6 - ящик для обрезков; 7 - кронштейны для сдвигания досок на роликовый стол; б - у круглопильного станка с механической подачей: 1 - доски; 2 - нарезанные заготовки; в - у ленточно-пильного станка: 1 - доски; 2 - нарезанные заготовки; г - у фуговального станка: 1 - заготовки; 2 - строганые детали; д - у рейсмусового станка: 1 - заготовки; 2 - строганые детали; е - у четырехстороннего строгально-калевочного станка: 1 - заготовки; 2 - строганые детали; ж - у двухпильного концеравнителя: 1 - заготовки; 2 - обрезанные детали; 3 - ящик для обрезков, з - у торцовочного станка с кареткой: 1 - заготовки; 2 - обрезанные детали; 3 - ящик для обрезков; и - у одностороннего шипорезного станка: 1 - бруски; 2 - зашипованные детали; к - у фрезерною станка: 1 - заготовки; 2 - обработанные детали; л - у цепно-долбежного станка: 1 - бруски; 2 - обработанные детали, м - у сверлильно-пазовального станка: 1 - бруски; 2 - обработанные детали; н - у вертикально-сверлильного станка: 1 - заготовки; 2 - обработанные детали; о - у дискового шлифовального станка: 1 - детали; 2 - шлифованные детали; п - у ленточного шлифовального станка с утюжком; р - у трехбарабанного шлифовального станка; с - у клеильно-конвейерного пресса: 1 - пресс; 2 - клеенамазывающий станок; 3 - паровая плита, 4 - рабочий стол; 5 - заготовки; 6 - склеенные щиты
Рабочее место следует снабдить шкафчиком, в котором хранится необходимый для работы, содержащийся в исправности запасный режущий инструмент, бруски и оселки для правки инструмента, смазочные и обтирочные материалы, меха, щетки, инструменты для наладки (гаечные ключи, отвертка, молоток), мерительный инструмент и контрольные приборы. Здесь же в специальном ящике нужно хранить всю техническую документацию: чертежи, наряды на работы, инструкции и т. п.
Особое внимание необходимо уделять чистоте рабочего места станочника: на нем не должно быть посторонних предметов, а обрезки и стружку следует немедленно удалять.
Большое значение имеет правильное и достаточное освещение рабочего места.
К организации рабочих мест в отделочном цехе предъявляются особые требования. Прежде всего рабочее место отделочника должно быть просторно, хорошо освещено и иметь достаточную вентиляцию, обеспечивающую удаление пыли и вредных для здоровья паров и газов.
Рабочее место для ручной отделки должно быть снабжено столиками, стеллажами, подкладками и т. п., чтобы обрабатываемую деталь можно было поместить в горизонтальном положении на высоте 70-80 см от уровня пола.
Рабочие места для шлифования, морения и грунтования следует снабдить всеми необходимыми инструментами (в том числе шлифующими приспособлениями и материалами) и особым местом для просушки изделий.
Рабочее место лакировщика или полировщика необходимо оборудовать рабочим столом и снабдить достаточным количеством соответствующей посуды для лаков и политуры, тампонов, полировочного масла, спирта и пр.
Особое внимание должно быть уделено чистоте рабочего места и всего помещения отделочного цеха, что имеет большое значение для качества отделки.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'