Ссылки
Глава XIX. Изготовление и монтаж столярно-строительных изделий
1. Изготовление столярно-строительных изделий
Столярно-строительные детали и изделия, как правило, поступают на. строительную площадку готовыми - в собранном виде. Изготовление их производят на деревообделочных заводах и в мастерских механизированным способом. Этим достигается высокое качество работ, уменьшение затрат труда и снижение стоимости изделий.
Изготовление любого столярного изделия слагается из ряда отдельных операций, выполняемых при помощи механизмов и вручную. Операции совершаются в определенной последовательности.
Технологический процесс механизированного изготовления оконного переплета примерно следующий.
Пиломатериалы поступают со склада в сушилку, а при достаточной сухости их - непосредственно на маятниковую пилу для поперечной распиловки на заготовки и последующей распиловки на круглопильном станке на бруски. Бруски острагивают на фуговальном станке с двух сторон, на рейсмусовом - в размер, а на калёвочном выбирают калёвки. В результате такой обработки получаются остроганные и профилированные бруски ("строганый погонаж"), идущие на последующую обработку: вручную - при полумеханизированном способе и на станках - при механизированном способе.
При механизированном изготовлении оконных переплетов строганые дефектные бруски поступают на сверлильный станок для высверливания сучков и последующей заделки, а годные обрезают в размер на торцовочной пиле. На шипорезном станке у брусков зарезают шипы и проушины, а на долбежном выбирают гнезда. Бруски и щиты с фигурным профилем поступают на фрезерный станок для отборки кромок. Готовые детали после контрольного осмотра и бракеража подготовляют к сборке, после чего собирают из них переплет на верстаках или ваймах. Зачистку и последующую обработку переплета (отборка фальцев притвора) производят на фрезерном и шлифовальном станках; после этого производят прирезку приборов и отделку.
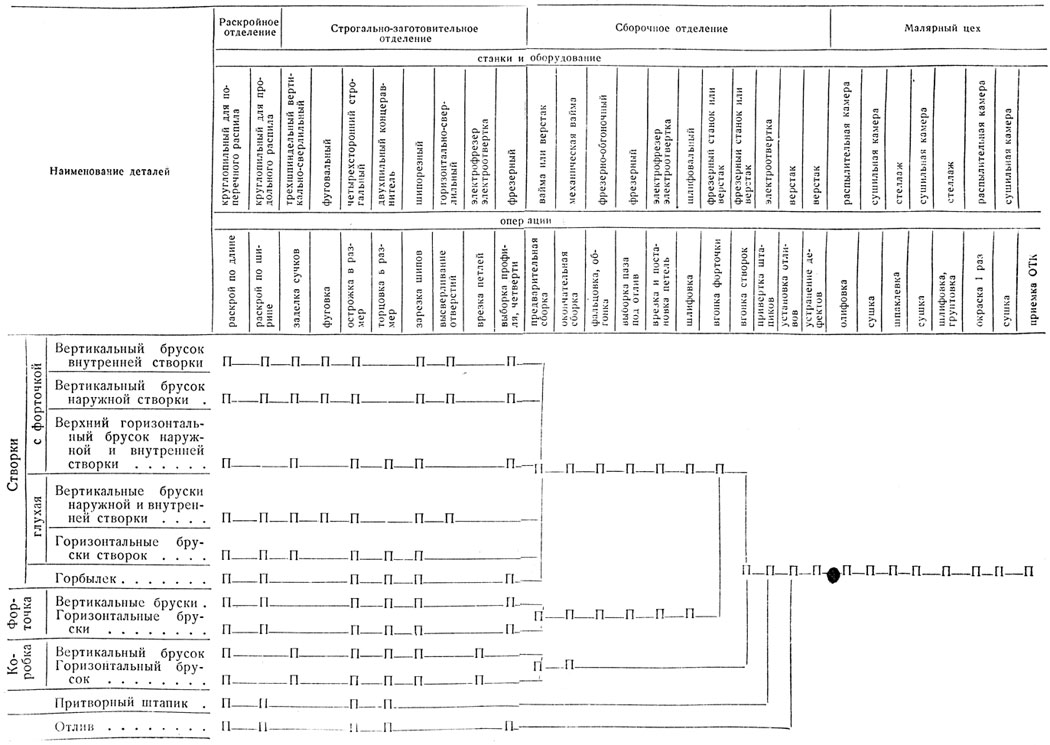
Таблица 124. Схема технологического процесса изготовления двухэлементного оконного блока
Последовательность стадий технологического процесса определяется характером выпускаемых изделий и типом производства. В табл. 124 приведены схемы технологических процессов изготовления оконных блоков.
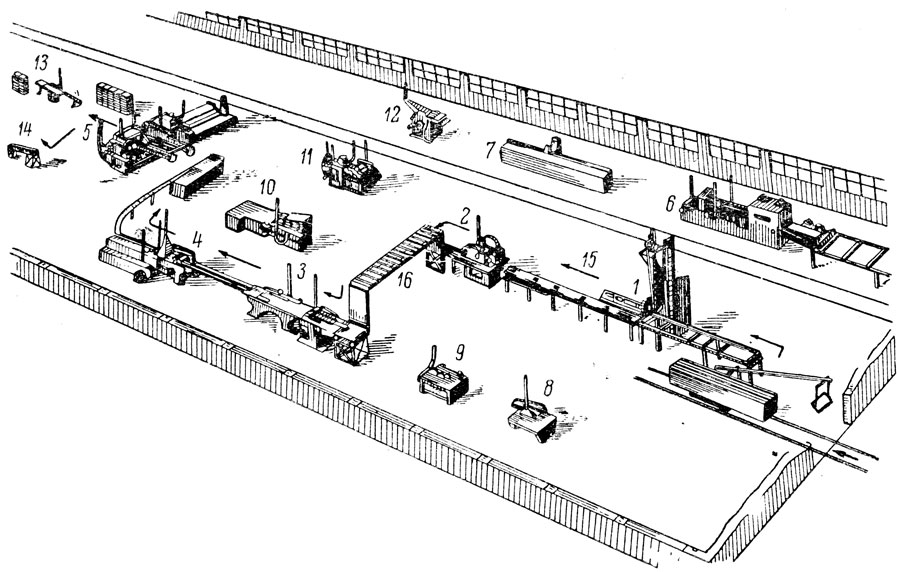
Рис. 243. Механизированная поточная линия изготовления деталей оконных переплетов: 1 — маятниковая пила с механической подачей, автоматическим раскроем и сбрасыванием заготовок; 2 — прирезной станок с гусеничной подачей; 3 — фуговальный станок с автоподатчиком; 4 — четырехсторонний строгальный станок; 5 — шипорезный двухсторонний станок; 6 — четырехсторонний строгальный станок; 7 — шарнирно-торцовочный станок; 8 — круглопильный станок с ручной подачей; 9 — то же, с автоматической подачей; 10 — четырехсторонний строгально-раскроечный станок; 11 — четырехсторонний строгальный станок; 12 — рейсмус односторонний; 13 — фрезерный станок; 14 — горизонтально-сверлильный станок; 15 и 16 — транспортеры
Наиболее совершенной является поточная организация производства, которая должна, как правило, применяться при механизированной заготовке деталей столярно-строительных изделий. На механизированной поточной линии (рис. 243) изготовление деталей оконных переплетов производится в следующем порядке. В раскройное отделение материал поступает на вагонетках и подается на роликовый питательный стол маятниковой пилы, оборудованный приспособлениями для автоматического раскроя и дальнейшей подачи заготовок. Ленточным , транспортером отрезки подаются к прирезному станку с гусеничной подачей для опиловки по ширине и далее поперечным транспортером на автофуговальный станок. Выверенный брусок с отфугованной пластью по лотку поступает в четырехсторонний строгальный станок и далее к двухстороннему шипорезному станку для выделки шипов. В зависимости от характера соединений обрабатывается на фрезерном станке или горизонтально-сверлильном и по завершении всех стадий машинной обработки направляется на склад и далее в сборочный цех.
Изготовление филенчатых дверных полотен производился на том же оборудовании, на котором изготовляются оконные переплеты. Из общего процесса выделяется в особый поток изготовление дощатых филенок. Дощечки нарезаются по длине и ширине на круглопильных станках, кромки их прострагиваются на фуговальном станке и поступают для склейки в щиты на конвейерный пресс (вайму). После выдерживания щиты опиливают в размер и острагиваются с двух сторон на рейсмусовом станке. При надобности отборку профиля на кромках выполняют на фрезерном станке и шлифование - на шлифовальном.
Заготовка филенок из фанеры и древесно-волокнистых плит состоит из нарезки по размеру на кругло-пильном станке и шлифования.
Сборку, являющуюся последней стадией изготовления изделия, обычно выполняют как единую операцию, производимую одним-двумя рабочими от начала до конца. Более совершенным является поточный метод сборки, предложенный столярами-новаторами. Они расчленили сборку на отдельные операции и в соответствии с этим расставили рабочих и разместили оборудование.
Поточную сборку оконных переплетов производят в следующем порядке (рис. 244).
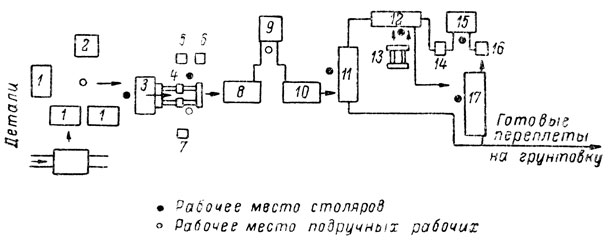
Рис. 244. Схема поточной сборки оконных переплетов
Заготовленные детали раскладывают группами на столах 1. Здесь первое звено (столяр и подручный) производят сборку на клею. Подручный на столе 2 намазывает клеем шипы поперечных брусков и, соединив их с продольными, передает на стол 3 столяру. Последний устанавливает горбыльки и при надобности обвязки, сколачивает переплет до полного примыкания в соединениях, устраняя неплотности пропилами ножовкой и проверяя правильность сборки. Собранный и выверенный переплет столяр передает на ваймы 4 для запрессовки.
Запрессовку производит звено в составе столяра и подручного. Здесь расположены столики: для электросверлилки - 5, для инструментов сборщика - 6 и инструментов подручного - 7. Подручный укладывает переплетов ваймы и запрессовывает его. Столяр выверяет правильность собранного переплета шаблоном, после чего высверливает отверстия для нагелей. Подручный смазывает нагели клеем и забивает их в отверстия, срезая излишки их ножовкой.
Зачистку переплета производит третье звено (столяр и подручный). Здесь расположены столы для собранных переплетов 8, круглопильный станок с двумя дисками 9, стол для опиленных переплетов 10 и верстак для окончательной зачистки 11. Подручный обрезает на станке излишки шипов и кладет переплет на стол. Столяр укладывает переплет на верстак и производит окончательную зачистку электрорубанком. Готовые переплеты, не имеющие форточек, отправляют на отделку (проолифку).
Пригонку форточек производит четвертое звено, состоящее из трех столяров. Здесь расположены: верстак 12 для пригонки форточек, подставка 13, столик 14, фрезерный станок 15, столик 16 для укладки форточек и верстак 17 для пригонки и зачистки форточек. Столяр, пользуясь подставкой и верстаком, производит предварительную примерку и подгонку форточек в четверти переплета. Затем второй столяр производит выборку четвертей в форточках на фрезерном станке, после чего третий столяр производит окончательную пригонку и зачистку форточек.
В последнее время на деревообделочных предприятиях внедряются автоматические поточные линии для сборки и обработки оконных створок и дверных полотен, разработанные Центральным научно-исследовательским институтом механической обработки древесины (ЦКИИМОД).
Поточная линия для сборки и обработки оконных створок стандартных размеров состоит из двух горизонтальных и одного вертикального транспортера и специального оборудования для технологических операций, начиная от сборки створки из готовых деталей и кончая фрезеровкой мест под форточку.
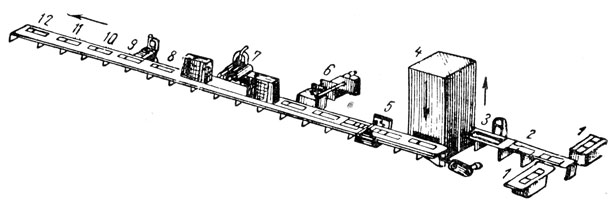
Рис. 245. Поточная линия для сборки и обработки оконных створок: 1 - механическая вайма; 2 - срезка нагелей; 3 - нагрев в поле токов высокой частоты; 4 - вертикальный транспортер; 5 - фрезерный станок для обработки продольных кромок; 6 - концеравнитель для обработки торцовых кромок и выборки паза под отлив; 7 - шлифовальный станок; 8 - фрезерный станок для выборки фальца под форточку; 9 - вгонка форточки; 10 - крепление отлива; 11 - установка штапика; 12 - крепление штапика
Последовательность операций и расположение оборудования следующие (рис. 245).
Готовые детали створки со смазанными клеем местами соединений укладываются в механическую вайму, створка обжимается с четырех сторон, в углах просверливаются отверстия, и в них на клею ставятся нагели. Освобожденная из ваймы створка поступает на транспортер, и при движении на нем происходит срезка концов нагелей специальными ножами. Далее створка поступает автоматически на полки вертикального транспортера, помещенного в сушильной камере с температурой до 70°.
Створка проходит сушильную камеру за 40 минут (время, необходимое для высушивания клеевых соединений). После этого она автоматически выталкивается на горизонтальный транспортер, пропускающий не между двумя вертикально-фрезерными станками, на которых происходит обработка продольных кромок. Далее вдоль транспортера последовательно расположены: двухсторонний концеравнитель для обработки торцовых кромок, шлифовальный трехбарабанный станок и копировально-фрезерьый станок для выборки четвертей под форточку.
Поточную линию обслуживает бригада из 15 рабочих. Производительность ее труда достигает 600 створок в смену.

Рис. 246. Автоматическая поточная линия для сборки и обработки дверных полотен: 1 - гидравлическая вайма; 2 - горизонтальный транспортер; 3 - ножи для срезки нагелей; 4 - вертикально-фрезерный станок; 5 - обрезной станок; 6-8 - шлифовальные дисковые станки; 7 - переворачивающий механизм; 9 - выдачный стол
На поточной линии для сборки и обработки дверных полотен (рис. 246) все технологические операции механизированы и автоматизированы. Собранное в гидравлической вайме дверное полотно поступает на транспортер. При движении на нем производится срезка нагелей, фрезерование продольных кромок, обрезка торцовых кромок, шлифование вначале одной стороны, переворачивание и шлифование другой стороны. Для этого над транспортером последовательно расположены: специальные ножи для срезки нагелей, два вертикально-фрезерных станка, автоматический двухпильный обрезной станок, шлифовально-дисковый станок, переворачивающий механизм, второй шлифовально-дисковый станок и выдачный стол. Отделка изделий - грунтование и масляная окраска - выполняется механизированно в другом отделении.
Производительность этой поточной линии достигает 300 дверных полотен в смену, что дает повышение производительности труда в 7-10 раз по сравнению с изготовлением полотен в построечных мастерских.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'