Ссылки
2. Прессы, сборочные станки и приспособления
Основным приспособлением для неподвижного закрепления обрабатываемого вручную предмета и сжатия его при склейке и сборке служит верстак.
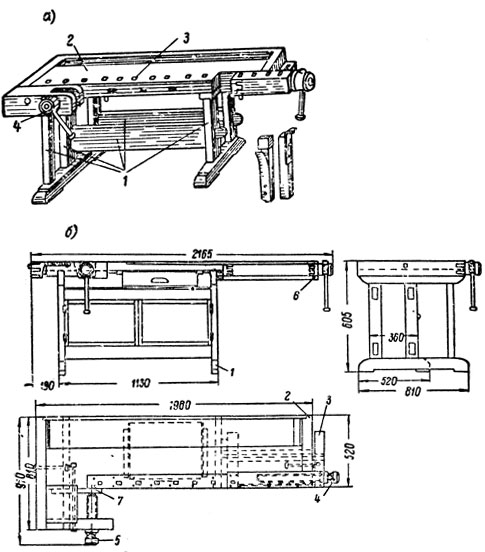
Рис. 158. Столярный верстак: а - общий вид: 1 - подверстачье; 2 - верстачная доска; 3 - отверстия для гребенки; 4 - боковой прижимной винт; б - детальный чертеж
Столярный верстак (рис. 158) состоит из верстачной доски, положенной на подставку (подверстачье), передних и задних тисков и переставных гребенок, в которых зажимают обрабатываемый предмет.
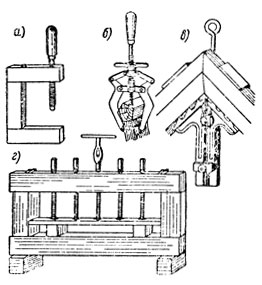
Рис. 159. Струбцины: а - деревянная, б - угловая с прижимом; в - угловая для соединения на ус; г - хомутовая
Для сжатия (запрессовки), закрепления и поддержания материала и деталей во время обработки служат струбцины (рис. 159), сжимы (рис. 160), козлы-подставки, шаблоны-верстаки и т. п. Размеры и формы этих приспособлений делают таким образом, чтобы материал (деталь) поддерживался или удерживался ими с необходимой степенью удобства для обработки.
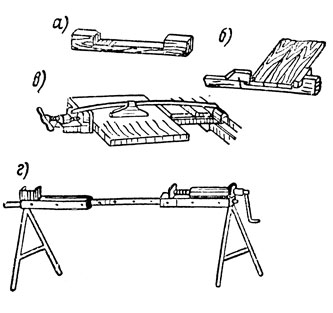
Рис. 160. Сжимы: а - простой, б - с переставным упором (цвинга); в - винтовой с прижимом; г - металлический сжим на козелках
Для склеивания и запрессовывания заготовок с целью получения клееных деталей (блоков) и фанерования в механизированном производстве применяют различные прессы, а для склеивания щитов и сборки деталей и изделий - сборочные станки и шаблоны В прессах склеивают многослойные прямые и гнутые блоки, столярные плиты (щиты) и фанеруют детали. Применяют винтовые, гидравлические и пневматические прессы
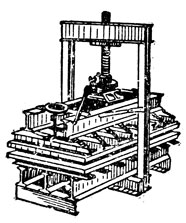
Рис. 161. Винтовой пресс
Винтовые прессы (рис. 161) используют при фанеровании и склеивании как прямолинейных, так и гнутоклееных деталей. Пресс состоит из прочного фундамента-плиты, рамы с зажимным винтом и верхней прижимной подушки плиты. Подушка делается упругой и несколько выпуклой книзу, причем величина выгиба может регулироваться' при помощи винтов. При таком устройстве пресса сначала прижимается середина фанеруемых деталей, а затем их края, чем достигается равномерное выжимание клея от середины к краям.
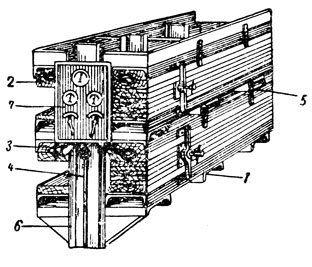
Рис. 162. Пневматический шланговый пресс: 1 - станина; 2 - деревянная цулага; 3 - воздушные шланги; 4 - пневматическая сеть; 5 - пружины; 6 - боковые упоры; 7 - пульт управления
Пневматические прессы применяют главным образом для склеивания прямолинейных блоков. Шланговый пневматический пресс (рис. 162) состоит из вертикальной рамы с разделенными на секции полками из швеллеров. К швеллерам прикреплены неподвижные деревянные прокладки, между которыми помещен резиновый шланг, сжимаемый пружинами. После закладки в секцию склеиваемых блоков в шланг подается сжатый воздух, заставляющий шланг расширяться . и передавать давление через подвижную прокладку склеиваемым блокам.
Для предупреждения бокового выпучивания блоков пресс снабжен с обеих сторон прижимами.
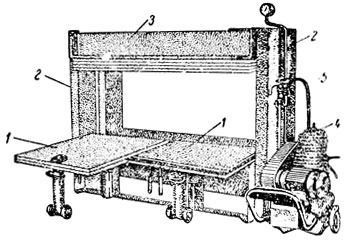
Рис. 163. Пневматический пресс: 1 - выдвижные платформы; 2 - стойки пресса; 3 - верхняя поперечина; 4 - компрессор; 5 - воздушная сеть
Пневматический пресс типа ПП-3 для склеивания и фанерования деталей снабжен выдвижными платформами (рис. 163), что вместе с применением контактных электронагревателей значительно сокращает продолжительность выдержки деталей в прессе.
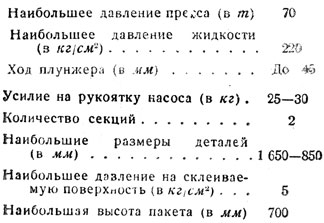
Гидравлические прессы применяют для склеивания столярных многослойных или пустотелых плит (щитов), облицованных фанерой. Пресс имеет неподвижную верхнюю плиту, закрепленную на четырех массивных колоннах, и подвижную нижнюю плиту, поднимаемую поршнем гидравлического домкрата. Пакет щитов закладывают в пресс между двумя рядами стальных балочек, имеющих несколько большую длину. После доведения запрессовки до требуемого давления выступающие концы верхних и нижних балочек попарно стягивают стальными стержнями-стяжками, снимают давление и пакет щитов удаляют из пресса для последующего выдерживания в запрессованном положении.
Пресс оборудован загрузочной и разгрузочной этажерками, имеющими подъемные лифты.
Производительность пресса 300 тыс. м2 щитовых дверей в год.
Время склейки щитовой двери на фенольноформальдегидном клее при давлении 10 кг/см2 и температуре прессования 145° составляет 8-10 минут.
После полимеризации клея плита пресса охлаждается до температуры 50°.
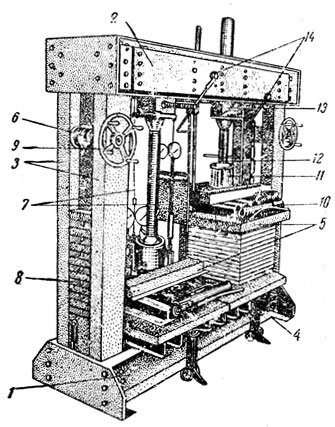
Рис. 164. Гидравлический пресс: 1 - нижняя поперечина; 2 - верхняя поперечина; 3 - стойки; 4 - выдвижные плиты-плат' формы; 5 - подъемные плиты; 6 - блоки противовесов; 7 - тросы для подъема плит; 8 - противовесы; 9 - штурвал блоков; 10 - гидравлический насос; 11 - цилиндр с плунжером; 12 - сферическая головка винта; 13 - разъемная гайка; 14 - рычаги разъемных гаек
Гидравлический пресс для склеивания и фанерования деталей мебельных изделий (рис. 164) с ручным приводом состоит из станины, нижних выдвижных плит-платформт верхних подъемных плит с блочной системой противовесов и ручные гидравлических насосов.
Пресс-форма (рис. 165) применяется для гнутья одновременно со склеиванием, состоит из двух шаблонов, один из которых (матрица) имеет вогнутый профиль, а второй (пуансон) - выпуклый профиль. Помешенный между шаблонами пакет при сжатии примет форму, соответствующую профилю шаблонов. Для сжатия шаблонов пользуются специальными механизмами и прессами, чаще всего гидравлическими. При изготовлении гнутоклееных деталей неглубокого профиля (спинка стульев и т. п.) применяют многоярусные пресс-формы.
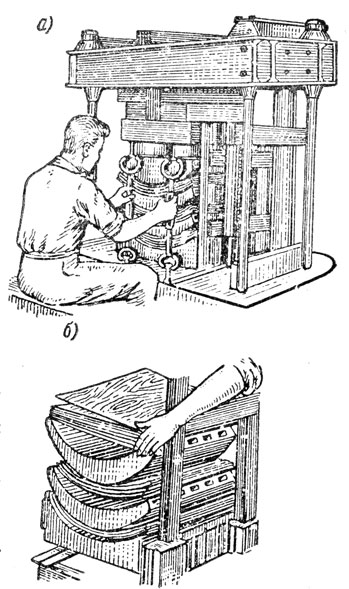
Рис. 165. Многоярусная пресс-форма: а - прессование; б - закладка деталей в пресс-формы
В пресс-формах производится как холодная, так и горячая запрессовка. При холодной запрессовке требуется более длительное время для выдерживания гнутоклееных деталей, чем прямолинейных, а следовательно, я большее количество пресс-форм.
Применение обогреваемых пресс-форм сокращает время выдерживания деталей. Чугунные пустотелые шаблоны обогреваются паром, а деревянные шаблоны снабжаются электрическими обогревателями в виде металлической ленты, укладываемой на рабочей поверхности шаблона.
Склейка и гнутье деталей глубокого профиля производится в шаблонах с применением гибкой металлической ленты, которая равномерно передает давление на деталь в течение всего времени запрессовки.
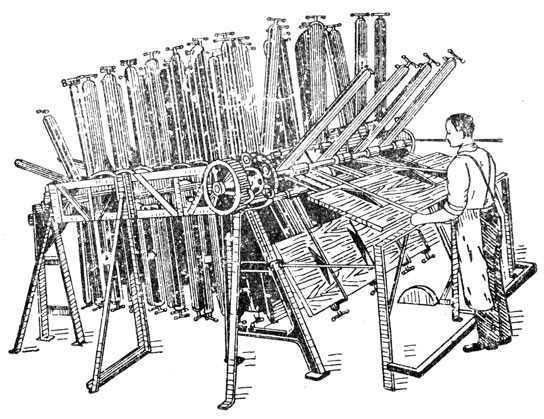
Рис. 166. Веерный пресс
Веерный пресс (рис. 166) допускает непрерывное производство работы по склеиванию щитов. Он состоит из 10-40 секций укрепленных на конвейерных цепях, каждая секция имеет по четыре зажимных устройства. Предварительно прифугованные и смазанные клеем доски (делянки) укладывают в сжимы пресса, запрессовывают делянки по ширине щита и сверху прижимают специальной колодкой, предохраняющей их от выпадения. Заполненную секцию перемещают, а на ее место поступает другая свободная секция, загружаемая тем же способом. За один оборот конвейера щиты достаточно просыхают. В необходимых случаях под конвейером устраивают вентиляцию или отопление для ускорения сушки щитов.
Движение конвейерных цепей и смена секций осуществляются на двух барабанах, вращаемых вручную или посредством механического привода. Применяют также пневматический привод и электронагреватели для ускорения схватывания клея.
Сборочные станки применяются для соединения деталей в узлы, имеющие столярные вязки, закрепляемые клеем или металлическими скрепами В процессе сборки производится нанесение клея, вставка шипов в гнезда и сжатие до плотного соединения всех деталей.
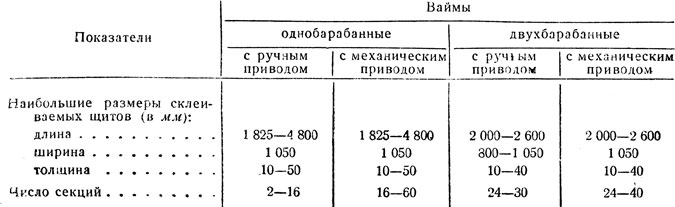
Таблица 87. Щитосборочные клеильные ваймы
Оборудование состоит ив приспособлений для закрепления в определенном положении деталей во время сборки и обжимного механизма, приводимого в действие электродвигателем, сжатым воздухом или вручную. Для обжима используют винтовые, рычажные, кулачковые и поршневые механизмы.
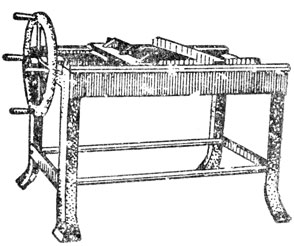
Рис. 167. Механическая вайма
Механические ваймы (рис. 167) применяют для склеивания щитов, рамок, коробок, а также для. сборки деталей и узлов. Вайма представляет собой станину, снабженную двумя или четырьмя упорами, перемещаемыми винтами, вращаемыми посредством маховичков или рукояток.
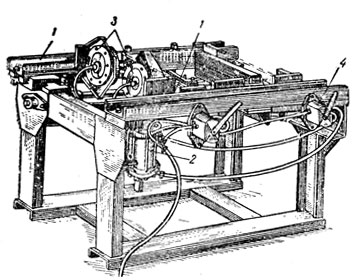
Рис. 168. Пневматическая вайма для сборки ящиков: 1 - прижимы; 2 - качающийся пневмоцилиндр; 3 - мембранные пневмокамеры; 4 - воздушный кран
Сборочный станок (рис. 168) с пневматическим обжимным механизмом (пневматическая вайма) состоит из прижимов, перемещающихся во взаимно перпендикулярном направлении посредством штока пневмоцилиндра. Управление производится с помощью воздушного крана, поворотом которого осуществляется пуск воздуха и сжатие детали, а также выпуск (выхлоп) воздуха и освобождение детали.
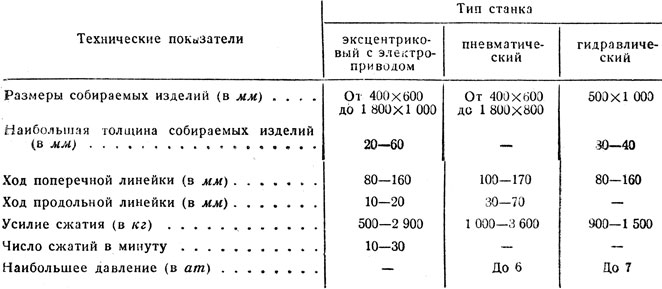
Таблица 88. Рамосборочные станки
Сборочные станки (ваймы) с электроприводом нажимного устройства снабжаются реверсивным фрикционным механизмом и ходовыми винтами для перемещения прижимов.
Сборочные станки оборудуются упорами, вкладышами и шаблонами, фиксирующими положение деталей при сборке узла.
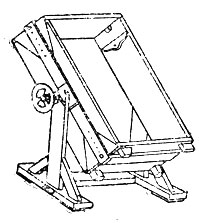
Рис. 169. Поворотная вайма для сборки корпусной мебели
Сборочные шаблоны сходны по устройству с механическими ваймами. Они представляют собой раму или щит, снабженный упорами, вырезанными для закладки деталей и винтовыми или эксцентриковыми зажимами для их закрепления. При сборке корпусной мебели весьма удобны сборочные поворотные шаблоны-ваймы (рис. 169).
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'