Ссылки
Глаза XIII. Станки и оборудование для заточки и наладки режущего инструмента
1. Заточные станки
Станки для заточки ножей имеют наждачный или корундовый круг и передвигающиеся салазки для закрепления ножа.
Для заточки фасонных ножей применяют станки с несколькими точильными кругами разного профиля с ручной или механической подачей. Заточка обычно получается грубая, и окончательно профиль ножа подгоняется по шаблону оселком.
Автоматы служат обычно для заточки цельных фрез (шарошек), так как ручная заточка их на простых точильных кругах не обеспечивает необходимой точности и требует обязательной проверки по шаблонам. Шарошки должны затачиваться так, чтобы оставались неизменными углы заточки и профиль. Затачивается только передняя грань, при этом точильный круг снимает часть материала фрезы в строго определенном направлении. Для этого рабочая плоскость точильного круга должна отстоять от линии оси на постоянном расстоянии, равном радиусу фрезы, помноженному на коэффициент, зависящий от заданного угла резания. Обычно этот коэффициент принимают от 0,25 для твердых и до 0,5 - для мягких пород.
При заточке ножей и фрез необходимо соблюдать следующие правила:
- Не делать излишнего нажима точильного круга на оттачиваемую часть ножа, так как это не ускоряет точку, а только ухудшает ее качество.
- Производить подачу ножа равномерно (при толчках нарушается прямолинейность лезвия).
- Не допускать перегрева лезвия (с появлением синевы), снижающего прочность и твердость лезвия.
- Пользоваться кругами соответствующего качества (зернистости и твердости) и при определенной скорости вращения. При выборе кругов надо иметь в виду, что чем тверже материал ножа, тем мягче должны быть круги.
- Не допускать засаливания точильного круга и неравномерного его износа, для чего необходимо возможно чаще чистить и править круг.
- При мокрой заточке (которая вообще предпочтительнее сухой) обильно смачивать точильный круг, особенно в месте соприкосновения его с ножом.
- После заточки на кругах резцы инструментов должны быть направлены оселком, удалены заусенцы и устранена зубчатость лезвия. Хорошо направленное лезвие становится не только более острым и дает высокое качество обработки, но и более стойким, затупляясь значительно медленнее.
Станки для профилирования и заточки зубьев пил снабжены наждачными и корундовыми кругами. Точильный круг устанавливается на поворотном суппорте, благодаря чему круг можно поворачивать вокруг горизонтальной оси, придавая нужный угол расточке. Надвигание точильного круга на зубья пилы и поворот ее производят вручную. Пилу надевают на стержень (палец) и закрепляют барашком.
Зубья дисковых пил перед заточкой необходимо профилировать. Зубья для поперечного перепиливания обычно имеют форму равнобедренного треугольника. Затачивают их с образованием наклонных (косых) фасок либо по всей длине кромки либо только у вершины, что лучше так как опилки меньше застревают в пазухах зубьев. Заточку делакл так, чтобы переднее и заднее ребра зуба находились по отношению к его плоскости под острым углом (приблизительно 40°). Для поперечного распиливания применяют и несимметричные зубья с небольшим наклоном вперед и косой заточкой только у вершины. Помимо профилирования делают по мере надобности и фуговку зубьев, пользуясь описанными выше приемами.
Зубья дисковых пил для продольного распиливания имеют такой наклон вперед, что передняя грань зуба составляет с радиусом пилы угол 40-45°, а угол заострения зуба - 30-40°. Переднюю грань обычно затачивают под прямым углом к плоскости диска, реже под углом 75°. Перед заточкой зубья пилы фугуют.
У автоматического станка для точки дисковых пил вращение пилы и подача точильного круга происходят автоматически. Рабочий следит лишь за равномерной подачей, правильностью точки, без окалин, заусенцев и пр. Получающиеся заусенцы тщательно удаляются оселком.
Комбинированные заточные станки служат для заточки пил и ножей. Подача инструмента ручная.
Ножеточильный автомат ТчНб предназначен для заточки ножей строгальных станков. Подача на толщину стачиваемого слоя лезвия ножа осуществляется автоматически при помощи толкателя и храпового механизма, подачи.
Универсально-заточный станок (рис. 152) для фрез, ножевых головок строгальных и фрезерных станков применяется для заточки этих инструментов, имеющих диаметр до 300 мм и длину до 500 мм. Ножевая головка при заточке фиксируется упором. Точильный круг станка имеет диаметр 200 мм и толщину 20 мм.
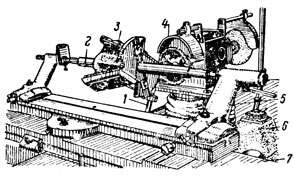
Рис. 152. Универсально-заточный станок: 1 - упорка для направления заточки; 2 - оправка; 3 - затачиваемые ножи на шипорезной головке; 4 - шлифовальный круг; 5- колонка; 6 - суппорт для подачи шлифовальной головки; 7 - стол
Встроенные или приставные заточные приспособления используются для заточки ножей рабочих головок или фрез непосредственно на станке и устанавливаются обычно на фуговальных, рейсмусовых и четырехсторонних строгальных станках.
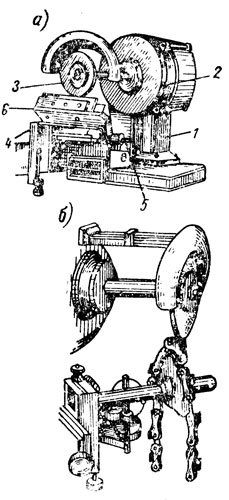
Рис. 153. Универсальный точильный прибор: а - общий вид: 1 - подставка; 2 - электродвигатель; 3 - точильный диск; 4 - суппорт; 5 - палец суппорта; 6 - державка для ножа рубанка; б - заточка долбежной цепи
Универсальный точильный прибор (рис. 153) предназначен для заточки резцов механического инструмента: ножей, пил и долбежных цепей. Он состоит из подставки с электродвигателем, на валу которого крепится точильный диск, и суппорта, на котором устанавливается затачиваемый инструмент.
Для заточки ножей электрорубанка пользуются специальной державкой. Нож вставляют между державкой и прижимной планкой и прочно закрепляют винтами. Державку с укрепленным ножом насаживают на палец суппорта. Нож затачивают плоской стороной точильного диска, передвигая державку вдоль пальца суппорта. При этом суппорт должен быть установлен под углом 90° к оси диска.
Для заточки пильных цепей прибор снабжен суппортом с четырехконечной звездочкой, насаженной на деревянную рукоятку. Для заточки долбежных цепей служит державка, состоящая из трехконечной звездочки без ручки. Кроме того, имеется специальная отливка, служащая для заточки различного мелкого инструмента.
Приводное точило служит для заточки ручного инструмента и строгальных ножей. Для этого к точилу пристраивают приспособление, состоящее из направляющих и подвижных салазок с зажимами для ножей. Салазки могут поворачиваться на некоторый угол, а зажимы с ножами - подниматься. Салазки при заточке передвигают от руки при помощи скоб, укрепленных на салазках. Иногда к направляющим прикрепляют зубчатую рейку, а на салазки закрепляют вал с шестеренкой, которая зацепляется с рейкой. При сообщении вращения валу и шестеренке салазки передвигаются, а вместе с ними передвигается и затачиваемый нож.
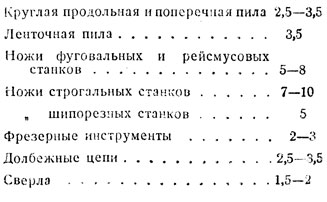
Среднее время работы инструмента без переточки составляет (в часах):
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'