Ссылки
2. Станочный инструмент
Ленточные пилы столярные (ГОСТ 6532-53) служат для продольной и поперечной распиловки пиломатериалов по длине и ширине, а также для криволинейного выпиливания. Размеры пил приведены в табл. 61.
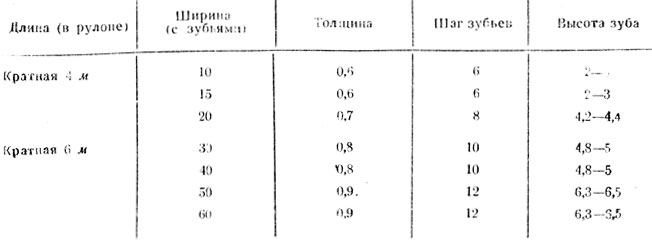
Таблица 61. Размеры столярных ленточных пил (в мм)
Угол резания пил для распиливания древесины мягких пород составляет 85°, а для твердых пород 90°; угол наклона зубьев составляет 35°.
Допускаются следующие предельные отклонения от установленных размеров столярных ленточных пил шириной 10-60 мм; по длине +30 мм, ширине ±2 мм, толщине +0,04 мм; разница в размерах в различных местах пилы по ширине 0,5 мм, по толщине 0,05 мм. По размерам зубьев отклонения допускаются: по шагу +0,3 мм, по высоте +0,2 мм и по углам +1°. Разница в шаге отдельных зубьев не должна превышать 0,3 мм.
Сталь пилы должна обладать пластичностью, позволяющей возможность штамповки и развода зубьев пил на половину толщины, без их поломки, образования трещин и расслоений.
Продолжительность непрерывной работы пил до переточки должна составлять 4 часа при распиловке сосновых или еловых пиломатериалов с влажностью 12-30%, при скорости резания 35-40 м/сек, подаче на зуб 0,2-
0,3 мм и высоте пропила 50 мм.
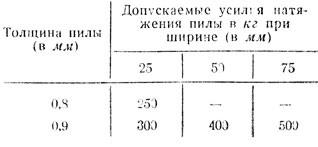
Ленточная пила должна выдерживать следующую величину натяжения:
Для выкружного распиливания ширина ленточного полотна выбивается в зависимости от радиуса выпиливаемого круга (табл. 62).

Таблица 62. Зависимость между шириной ленточной пилы и радиусом кривизны выпиливаемой заготовки
Дисковые (круглые) пилы (ГОСТ 980-53) предназначены для продольной, поперечной и смешанной распиловки; применяют диски плоские, конические и строгальные диски, цельные и со вставным зубом.
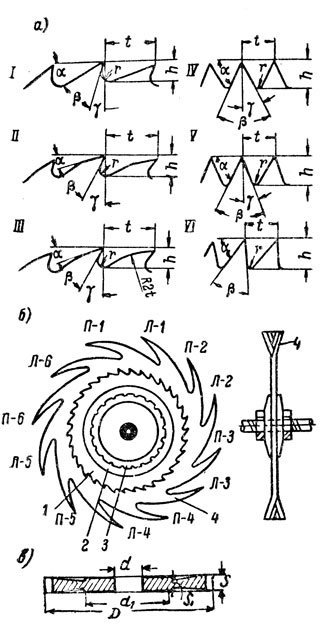
Рис. 100. Дисковые пилы: а - профиль зубьев пил: I-III - для продольного распиливания; IV- V - для поперечного распиливания; VI - для смешанного распиливания; б - пильные диски: 1 - для продольного распиливания; 2 - для поперечного распиливания; 3 - диск со строгающими зубьями; 4 - диск с увеличенными зубьями для выборки четвертей и пазов; в - сечение диска со строгающими зубьями
Пилы с плоским диском наиболее распространены и широко применяются на большинстве кругло-пильных станков. В зависимости от характера распиливания применяют следующие профили зубьев (рис. 100): для продольного пиления профиль I, с прямой задней гранью; II, с ломаной задней гранью; III, с изогнутой задней гранью, и для поперечного пиления - профили IV, V и VI. Профили и размеры зубьев дисковых пил приведены в табл. 63.
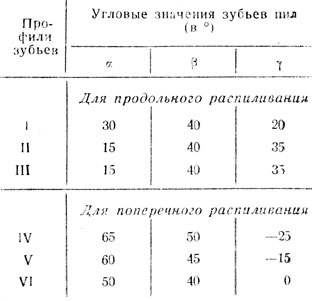
Таблица 63. Угловые значения зубьев плоских круглых пил для продольного и поперечного распиливания древесины
Отверстия для вала, на который насаживается пильный диск, делают диаметрами 20, 30, 40, 50, 75 и 85 мм. Обычно заводы выпускают пильные диски диаметром до 300 мм с отверстием в 30 мм, а свыше 300 мм с отверстием в 50 мм.
Данные для плоских круглых пил приведены в табл. 64.
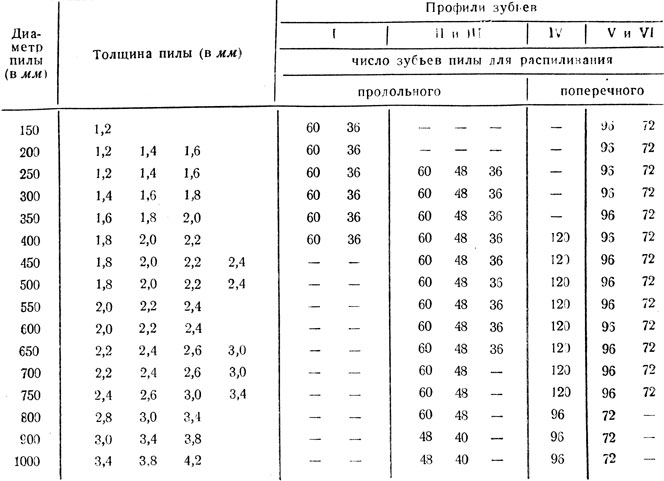
Таблица 64. Размеры и число зубьев плоских .круглых пил для продольного и поперечного распиливания древесины
Условное обозначение для круглых пил содержит данные о назначении пилы, ее размерах, профиле и числе зубьев. Так, например, обозначение ПК 400×2,0×401V120, ГОСТ 980-53 расшифровывается следующим образом: пила круглая, диаметром 400 мм, толщиной 2 мм, диаметр отверстия для вала 40 мм, профиль зубьев IV и количество зубьев 120.
Допускаемые предельные отклонения от установленных размеров круглых пил приведены в табл. 65.
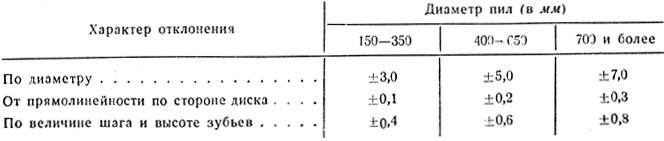
Таблица 65. Допускаемые отклонения в размерах круглых пил (в мм)
Отклонения по толщине для пил толщиной от 1,2 до 3,4 мм ограничиваются величиной ±0,07 мм, а для пил толщиной 3,8 мм и более +0,13 мм. Допускаемая разнотолщность для пил толщиной от 1,2 до 3,4 мм не более 0,1 мм, а для пил толщиной 3,8 мм и выше - не более 0,15 мм; в плоскости примыкания шайбы - не более 0,05 мм.
Центры пилы и отверстия для вала должны совпадать; эксцентриситет допустим не более 0,3 мм.
Отклонения от установленных величин переднего угла и угла заострения зубьев не должен превышать ±2°.
Круглые строгальные пилы с поднутрением боковых поверхностей (ТУ 4381-54) предназначены для чистовой распиловки древесины с получением гладкой, подобно остроганной, поверхности.
Строгальные пилы приготовляют с большей точностью, чем обычные; разность в толщине на одинаковом расстоянии от центра не должна превышать 0,03 мм, а покоробленность и биение в плоскости диска совершенно не допускаются.
Размеры строгальных пил (по ТУ ЦНИИМОД) приведены в табл. 66.
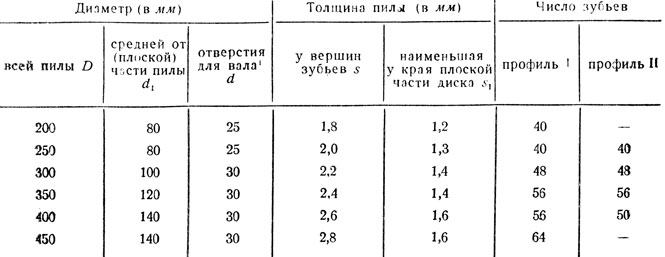
Таблица 66. Размеры строгальных пил для выпиливания деталей толщиной до 80 мм
1 (Диаметр отверстия для вала при заказе может быть уточнен.)
Развод зубьев пил производится в соответствии с характером распиловки, породы и влажности древесины. Величины развода зубьев пил приведены в табл. 67.
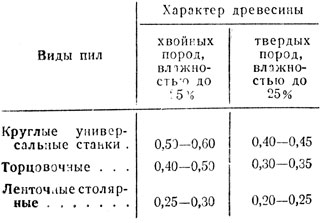
Таблица 67. Величины развода зубьев пил (в мм)
Плоские ножи (ГОСТ 6567-53) с прямолинейной режущей кромкой предназначены для обработки древесины на строгальных, фрезерных и некоторых других деревообделочных станках.
Плоские ножи изготовляют трех типов - без отверстий, с отверстиями и с прорезями (рис. 101).
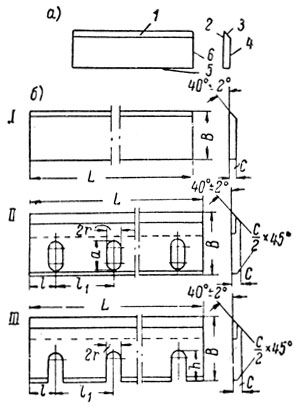
Рис. 101. Плоские ножи с прямолинейной режущей кромкой: а - элементы ножа: 1 - режущая кромка; 2 - передняя грань; 3 - задняя грань; 4 - внешняя грань; 5 - продольная грань; 6 - торцовые грани; б - типы ножей: I - без отверстий; II - с отверстиями; III - с прорезями
Угол заострения ножей всех типов установлен в 40°. Ножи без отверстий имеют толщину 3 мм. Размеры плоских ножей приведены в табл. 68.
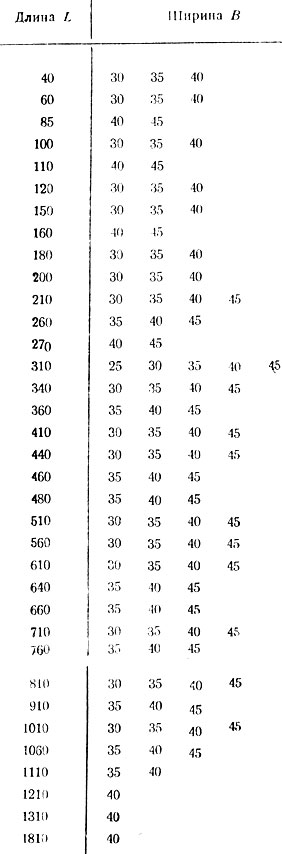
Таблица 68. Длина и ширина (в мм) плоских ножей типа I для фрез (толщина С = 3 мм)
Ножи с отверстиями и прорезями (тип II и III) изготовляют шириной 75, 80, 90, 100 и 120 мм и толщиной 8 и 10 мм, за исключением ножей шириной 75 и 80 мм, для которых допускается толщина 6 мм. Размеры отверстий и прорезей приведены в табл. 69.
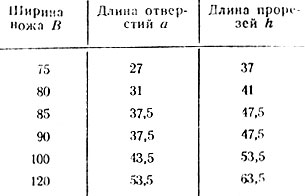
Таблица 69. Размеры отверстий и прорезей в плоских ножах (в мм)
Размеры ножей и расположение отверстий и прорезей указаны в табл. 70.
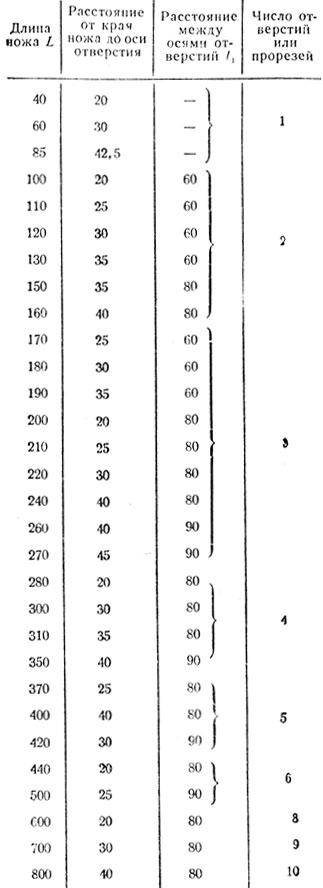
Таблица 70. Размеры (в мм) плоских ножей типа II и III для фрез (С = 8 и 10 мм, 2r = 17 мм)
На поверхности ножей не должно быть трещин, расслоений, раковин, зазубрин, заусенцев и ржавчины. На передней грани в зоне отверстий или прорезей и внешних гранях допускаются следы рихтовки глубиной не более 0,1 мм. Режущая кромка ножа должна быть заточена без завалов, выкрошенных участков и поджогов. Остальные острые углы должны быть затуплены.
Предельные отклонения размеров ножей не должны превышать значений, указанных в табл. 71.
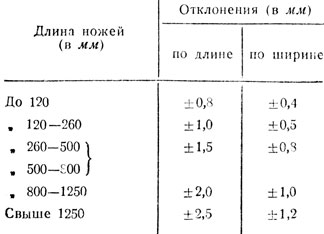
Таблица 71. Допускаемые отклонения размеров плоских ножей
По толщине отклонения не должны превышать: у ножей толщиной 3 мм +0.1, а толщиной от 6 мм ±0,2 мм.
Допустимые отклонения в остальных размерах: l и h +1,0 мм, С +0,8 мм, а и 2r ±1,0 мм.
Отклонения от перпендикулярности: торцовых граней, к продольной - не более 2° для ножей шириной до 75 мм, и 1° - свыше 75 мм; торцовых граней к передней и осей отверстий или прорезей к продольной грани - не свыше 2°.
Отклонения от прямолинейности: режущей кромки ножа - 0,025 мм, продольной грани - 0,1 мм на 100 мм длины. Поперечная и продольная вогнутость передней грани: у ножей без отверстий - 0,2 мм, у ножей с отверстиями и прорезями - 0,1 мм на 100 мм длины ножа.
Разница в толщине ножей не должна превышать 0,05-0,1 мм (в зависимости от толщины). Изменение ширины ножа допускается в пределах 0,1 мм на 100 мм длины.
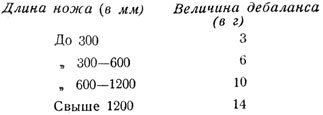
Ножи балансируют попарно так, чтобы по всей длине величина дебаланса не превышала ниже указанных значений:
Ножи толщиной 3 и 6 мм изготовляют цельными, а толщиной 8 мм и более из двухслойной стали-простой и легированной.
Нормальная продолжительность непрерывной работы ножей до переточки при обработке дубовой древесины около 8 час, сосновой- 16 час, а ножей из легированной стали вдвое более.
Фрезерный инструмент применяется для обработки деталей на фрезерных, строгальных, шипорезных, копировальных и некоторых других деревообрабатывающих станках, что обусловило многообразие типов этого инструмента. Фрезы по способу закрепления делятся на насадные, надеваемые на шпиндель станка, и концевые, вставляемые концом-хвостовиком в патрон или гнездо шпинделя.
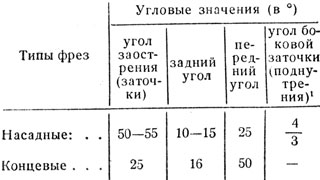
Таблица 72. Угловые значения резцов фрез
1 (В числителе величина угла боковой заточки, в знаменателе угла поднутрения.)
Угловые значения резцов фрез приведены в табл. 72, а основные размеры фрезерного инструмента - в табл. 73.
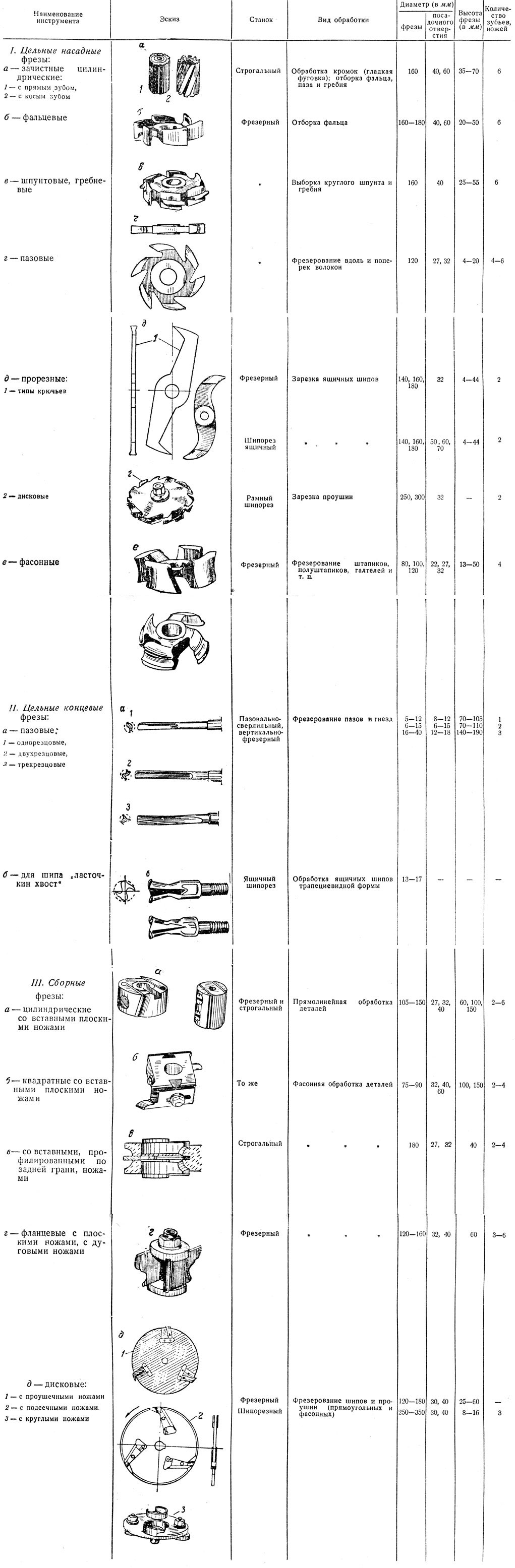
Таблица 73. Типы, размеры и область применения фрезерного инструмента
Фрезы насадные по конструкции разделяются на цельные, составные, со сменными вставными резцами и торцовые, а по назначению на: зачистные, фланцевые, шпунтовые и гребневые, пазовые, прорезные (крючья) и фасонные.
Цельные фрезы делают с кривым и с прямым затылками зубьев. Заточка фасонных зубьев цельной фрезы производится с передней их грани таким образом, чтобы наклон ее к радиусу оставался неизменным.
Сборные фрезы со сменными ножами применяют следующих видов:
- круглые со сменными плоскими ножами,
- квадратные со сменными плоскими ножами,
- квадратные со сменными ножами, профилированные по задней, грани,
- шестигранные со сменными ножами, профилированными по задней грани,
- дисковые проушечные со сменными ножами,
- дисковые подсечные со сменными ножами,
- фланцевые со сменными плоскими ножами,
- фланцевые со сменными дуговыми ножами.
Торцовые фрезы используют преимущественно для выработки шипов. Ось фрезы располагается перпендикулярно, а режущие кромки, формирующие поверхность, параллельно обработанной поверхности. На рис. 103 показана торцовая фреза для обработки шипов конструкции ЛТА, где основным режущим инструментом служит отрезок ленточной пилы.
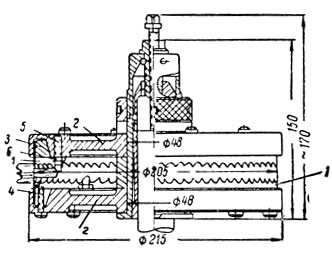
Рис. 103. Торцовая шипорезная головка для рамных шипов: 1 - отрезки ленточной пилы, 2 - диски; 3 - круговое клиновое кольцо; 4 - затяжной винт; 5 - резец для снятия фасок; 6 - контргайки
К фрезерному инструменту предъявляют следующие требования. На фрезах не должно быть трещин, раковин, забоев, зазубрин, заусенцев и следов коррозии, острых углов и кромок. Режущие кромки фрез должны быть остро заточены без завалов, выкрошенных мест и следов поджогов.
Допускаемые отклонения угловых величин: переднего угла +2°, заднего + 1°, угла поднутрения ±30', угла косой заточки боковой поверхности ±30', прочих углов - ±30', углов при разбивке во фрезе отверстий под штифты ±15'; отклонения шага зубьев ±30'.
Отклонения профиля режущей кромки зубьев фрез при обработке деталей с сопрягаемыми профилями могут быть в зависимости от допусков на детали; при обработке деталей с несопрягаемыми профилями - до 0,2 мм.
Торцовые поверхности фрезы должны быть перпендикулярны к ее оси. Биение торцовых опорных поверхностей не должно превышать 0,03 мм на одну сторону, а радиальное и осевое биение профиля - 0,08 мм.
Фрезы балансируют, соблюдая предельные значения дебаланса:
Диаметр резания
(в мм) ... до 120 120-180 180-250 250-300
Дебаланс
(в г) .... 3 2 1,5 1,2
Фрезы подвергаются проверке на разрыв от действия центробежных сил.
Ножи составной фрезы; должны быть сбалансированы с точностью до 0,3 г; дебаланс сборных фрез не должен быть выше следующих величин:
Диаметр резания
(в мм) .... до 120 120-180 180-250
Дебаланс
(в г) ..... 3 2 1,5
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'