Ссылки
§ 28. Изготовление каркасов из полимерных материалов
Полимерными материалами называют высокомолекулярные соединения, содержащие многократно повторяющиеся структурные элементарные звенья, связанные друг с другом силами главных или координационных валентностей.
Среди полимерных материалов особое место в производстве каркасов мягкой мебели занимают газонаполненные сверхлегкие конструкционные пластмассы - пенопласты (полистирольные и полиуретановые).
Пластическими массами (пластмассами, пластиками) называют материалы на основе природных или синтетических полимеров, способные под влиянием нагревания и давления формоваться в изделия сложной конфигурации. В пластмассы можно добавлять наполнители, пластификаторы, стабилизаторы, красители и другие добавки.
Газонаполненными или пенистыми пластмассами называются синтетические материалы, в которых газовая фаза заполняет макроскопические полости (ячейки), образовавшиеся в результате вспенивания полимерной композиции. Материалы, состоящие из замкнутых, несообщающихся ячеек, называются пенопластами. Поропласты - те материалы, где преобладают сообщающиеся между собой поры. Четкой грани между пенопластами и поропластами нет.
Пенопласты на основе термопластичных смол размягчаются при нагревании, а при охлаждении переходят в твердое состояние. Первоначальные свойства их при этом не изменяются. К таким пенопластам относятся пенопласты на основе полистирольных, поливинилхлоридных, полиэтиленовых, полипропиленовых и других смол.
Пенопласты на основе термореактивных смол отверждаются при вспенивании. Переход их в неплавкое, нерастворимое состояние необратим; они не размягчаются при повторном нагревании. К ним относятся пенопласты на основе фенолоформальдегидных, мочевиноформальдегидных, полиуретановых и других смол.
Термопластические полимеры вспениваются в высокоэластичном текучем состоянии (при температуре на 10...20°С выше температуры отверждения данного полимера). Вспенивание пенопластов из термореактивных полимеров производят, как правило, из жидких продуктов в начальной стадии реакции, когда исходные компоненты способны к вязкому течению. Пенопласты бывают жидкие, эластичные и полуэластичные.
Можно выделить четыре основных промышленных метода получения пенопластов: прессовый, беспрессовый, литье под давлением, экструзия.
Прессовый метод. Порошкообразную смолу, органические или минеральные газообразователи и различные добавки (наполнители, красители, стабилизаторы, мягчители) перемешивают равномерно в течение 12...24 ч. Прессование производят в гидравлических прессах и пресс-формах закрытого типа. Частицы полимера при этом сплавляются в монолитную массу. Газообразователь разлагается, и выделившиеся газы частично растворяются в полимере. Получается насыщенный раствор. Напор образовавшихся газов уравновешивается внешним давлением на пуансон пресс-формы. Исходную композицию из эмульсионного полистирола и газообразователя прессуют при температуре 130...150°С и удельном давлении 12...15 МПа.
Беспрессовый метод. Сырьем для получения пенопластов беспрессовым методом служит полистирол суспензионный вспенивающийся ПСВ, представляющий собой продукт суспензионной полимеризации стирола в присутствии порообразователя - изопентана.
Технология формирования элементов из пенополистирола беспрессовым методом включает следующие операции: предварительное вспенивание, вылеживание (выдержку), формирование элементов в пресс-форме (окончательное вспенивание) и охлаждение отформованных элементов.
Предварительное вспенивание производят с целью снижения кажущейся плотности пенопласта и создания равномерной структуры. В процессе предварительного вспенивания гранулированный полистирол нагревают до размягчения. Одновременно вспенивающий агент изопентан, находящийся внутри гранул, испаряется, гранулы расширяются, уменьшается их кажущаяся плотность. Лишь 40...50% гранул расширяется за счет испарения порообразователя, остальные - из-за проникновения теплоносителя в их ячейки. Теплоноситель внедряется в ячейки быстрее, чем улетучиваются пары изопентана.
Коэффициент вспенивания определяется отношением объема вспененных гранул к их исходному объему. Он характеризуется степенью расширения гранул и зависит от гранулометрического состава ПСВ, содержания изопентана, вида, времени воздействия и температуры теплоносителя. Коэффициент вспенивания растет с увеличением размера гранул, количества изопентана, времени вспенивания и температуры теплоносителя. Наиболее эффективный теплоноситель - насыщенный пар. Коэффициент теплопередачи его много выше, чем у других теплоносителей. Преимущество насыщенного пара в том, что процесс с его участием идет очень быстро, а энергозатраты незначительны. Недостаток - сравнительно ограниченные возможности для регулирования кажущейся плотности. Совершенство конструкции установки для предварительного вспенивания и надежная работа контрольно-измерительных приборов позволяют с той или иной степенью точности соблюдать необходимые для каждого изделия параметры предварительного вспенивания.
Установка для предварительного вспенивания в горячей воде состоит из корпуса, бункера-дозатора, устройства для выгрузки, системы душевых головок, системы обогрева и насоса. На торцовой стороне ванны расположен загрузочный бункер-дозатор. Из него бисерный полистирол определенными порциями периодически поступает в ванну. Внутри нее над всей поверхностью водного зеркала установлены в два ряда 10 душевых головок со сферическим ситом. Диаметр отверстий сита 1,5 мм. Через душевые головки производится орошение и "взбудораживание" распределившегося по водной поверхности пенополистирола. Душевые головки укреплены таким образом, что угол их наклона относительно водного зеркала можно изменять. Это позволяет добиваться более направленного орошения и перемешивания полистирола. Уровень воды в установке поддерживается поплавковой камерой. Вода нагревается паром, который подводится змеевиками с отверстиями (для выхода пара в воду). Змеевики расположены вдоль ванны в нижней ее части. Производительность установки 60 кг/ч.
Вылеживание гранул. После окончания предварительного вспенивания гранулы имеют температуру околс 100°С, а влажность в зависимости от вида теплоносителя - от 15 до 30%. При охлаждении на воздухе поверхностные пленки вспененных гранул отвердевают. Газообразный изопентан конденсируется. Его объем уменьшается, и внутри ячеек образуется вакуум. В таком состоянии гранулы имеют очень небольшую механическую прочность. Для ее повышения нужно выдерживать гранулы на воздухе. При этом внутреннее давление в грануле выравнивается благодаря диффузии воздуха внутри нее, ускоренной перепадом давлений. Это способствует также увеличению вспенивающей способности гранул при окончательном вспенивании. После вылеживания гранулы приобретают необходимую упругость. Они частично восстанавливают форму после снятия сжимающей нагрузки и способны выдерживать более высокие нагрузки при сжатии.
Формование элементов в пресс-форме. Сущность процесса формования изделий из пенополистирола заключается в тепловой обработке предварительно вспененных гранул, помещенных в пресс-форму. С повышением температуры растет давление воздуха и паров вспенивающего агента, находящихся в ячейках гранул. Это влечет за собой их расширение. Гранулы в пресс-форме, расширяясь, уплотняются и заполняют межгранульные промежутки. По мере нагревания давление в гранулах увеличивается и они сплавляются. Их форма изменяется, приближаясь к многограннику. После охлаждения получается монолитная масса пенопласта с ячеистой структурой и конфигурацией, соответствующей внутренней полости формы.
Пресс-форма (рис. 102) состоит из неподвижной и откидной частей, крышки, стойки, механизмов открывания и выталкивания, системы паро-, водо- и воздухопроводов. Неподвижная часть пресс-формы воспроизводит внутренние, а откидная - наружные очертания каркаса кресла. По технологическим требованиям обе части формы выполнены из двух литых деталей, сваренных по контуру. В образующуюся полость подают пар для обогрева и воду для охлаждения. Откидная часть формы связана с неподвижной двумя шарнирными петлями. В сомкнутом положении она фиксируется эксцентриковыми замками. В подковообразный проем верха сомкнутых частей формы засыпают материал. Этот проем закрывают крышкой на двух шарнирных петлях. Неподвижная часть пресс-формы, несущая на себе откидную ее часть и крышку, опирается на сваренную из труб стойку. Снизу неподвижной части формы смонтирован кулачковый механизм, приоткрывающий откидную часть ее после окончания формования. Кулачки поворачиваются пневмоцилиндром, шарнирно закрепленным на стойке. Полностью форму раскрывают вручную.
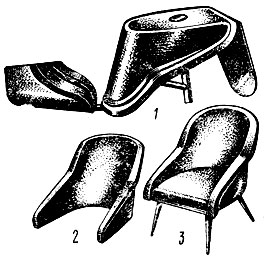
Рис. 102. Пресс-форма для изготовления каркаса кресла: 1 - раскрытая пресс-форма, 2 - отформованный каркас, 3 - готовое кресло
Вспенивание полистирола в стационарных формах обеспечивает возможность получения готовых изделий любой конфигурации и разных размеров. Это единственный метод, позволяющий осуществлять совмещенное формование, т. е. приформовывать к пенопласту деревянные детали в процессе вспенивания, а также вести вспенивание с закладными элементами.
Материал засыпают в предварительно прогретую пресс-форму. Ее закрывают, подают через ее перфорированные стенки "острый" пар температурой 120°С. Потом в рубашки пускают проточную воду. Охлаждают пресс-форму до 20°С. Формование идет значительно быстрее охлаждения. Объясняется это тем, что большую часть материала занимает газ, обладающий низкой теплопроводностью. Продолжительность одного цикла формования пенопласта из пенополистирола зависит от толщины элемента, кажущейся плотности и степени механизации процесса.
Пенополистирол можно формовать на оборудовании различного конструктивного оформления: в агрегатах непрерывного действия, в непрерывно пульсирующих установках роторного или конвейерного типа, в стационарных формах с автоматическим, полуавтоматическим и ручным управлением. Для механизации и повышения производительности труда при формовании пенопластов применяют агрегаты непрерывного вспенивания. Вспенивание в агрегате происходит между четырьмя ленточными конвейерами, образующими прямоугольную камеру. Ленты двух конвейеров расположены горизонтально, образуя дно и верх камеры, ленты двух других - вертикально, образуя ее боковые стенки. В агрегате три зоны: загрузки, вспенивания и охлаждения. Пневматическими эжекторами, шнековыми или плунжерными устройствами в зону загрузки подаются подвспененные гранулы. В зоне вспенивания гранулы нагревают паром, непрерывно поступающим через отверстия или прорези в конвейерах. В третьей зоне блок охлаждается водой или воздухом. На выходе из канала бесконечный блок автоматически делится на плиты нужной длины. После сушки их разрезают по толщине.
Охлаждение отформованных элементов. В интервале температур 92...100°С давление изопентана незначительно снижается, компенсируясь частично давлением водяных паров. Полистирол находится при этой температуре в стеклообразном состоянии, которое позволяет воспринимать все изменения газового давления без заметных деформаций. При дальнейшем снижении температуры до 80°С давление изопентана падает, а полистирол начинает затвердевать. В этом интервале температур могут обнаруживаться усадочные деформации. Это происходит, если поры обеднены газообразным веществом, т. е. когда давление газовой смеси в порах незначительно. Охлаждение материала ниже 80°С не влияет существенно на структуру вспенивания, т. е. полистирол достаточно прочен, чтобы противостоять незначительному давлению несконденсировавшегося газообразователя. При температуре 28...45°С изопентан и его фракция переходят в жидкую фазу. Образовавшийся в порах вакуум постепенно ликвидируется за счет диффузии воздуха.
При охлаждении структура пенопласта стабилизируется и напряжения в материале перераспределяются. Из-за низкой теплопроводности продолжительность охлаждения превышает продолжительность спекания, являясь определяющим по времени в общем цикле формования. Максимально допустимые температуры на поверхности и в центре пенопласта, создающие условия формоустойчивости материала, зависят от ряда факторов. Основные из них - толщина формуемого блока, кажущаяся плотность пенополистирольных гранул, содержание в них остаточного газообразователя. Увеличение толщины формуемого элемента мебели свыше 100 мм связано со значительно более продолжительным охлаждением. Рост кажущейся плотности влечет некоторое увеличение времени охлаждения, так как скорость диффузии пара через более толстые стенки ячеек снижается. Необходимо также отводить большее количество тепла из материала с большей плотностью.
С сокращением процентного содержания порообразователя в предвспененных гранулах ускоряется охлаждение пенопласта, поскольку развиваемое в материале внутреннее давление меньше, и для компенсации давления в центре блока соответственно требуется охладить более тонкий поверхностный слой материала. После вспенивания пенополистирол выдерживают 5...10 с, пока давление пара в рубашке падает до атмосферного. Если такая выдержка не сделана, то при подаче холодной воды тепловой удар может частично разрушить пенопласт. Поэтому время охлаждения каждого элемента подбирается экспериментально.
Литье под давлением. Детали, получаемые при литье под давлением, применяются в производстве мебели в основном для декорирования, могут иметь сложную конфигурацию и дополнять архитектурный замысел художника в создании различных видов стилевой мебели (барокко, ренессанс, ампир и др.). Литьевой метод пластмасс обладает рядом преимуществ по сравнению с методом прессования: высокая производительность - нагревание термопласта вне литьевой формы позволяет впрыскивать расплав в непрерывно охлаждаемую форму; высокая точность размеров и чистота готовых изделий; минимальная дополнительная обработка изделий (необходимо только удалять следы литника). Литье под давлением осуществляется на высокопроизводительных литьевых машинах - термопластоавтоматах поршневого или шнекового типа. В гранулированном или порошкообразном виде материал поступает в пластификационный цилиндр литьевой машины, где прогревается и перемешивается вращающимся шнеком. Поступательным движением шнека пластифицированный материал нагнетается в литьевую форму, где охлаждается до температуры 40...60°С, выдерживается для уплотнения в форме под давлением, что способствует снижению усадки изделия уже вне формы.
Экструзионный способ получения пластмасс применяется в основном для получения погонажных деталей, различных по профилю, используемых в строительстве для облицовывания стен, поручней лестничных маршей и т. д. Машины, на которых производят такие пластмассы, называются экструзерами.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'