Ссылки
Глава IV. Комплектующие изделия
§ 21. Изготовление конусных и цилиндрических пружин
Изготовление конусных и цилиндрических пружин заключается в навивании спирали пружины, завязывании узла концевого кольца пружины и термической обработке пружин.
Навивание пружин. Станок W-38/sw фирмы "Spühl" (рис. 59) предназначен для навивания из проволоки двухконусных, одноконусных и цилиндрических пружин.
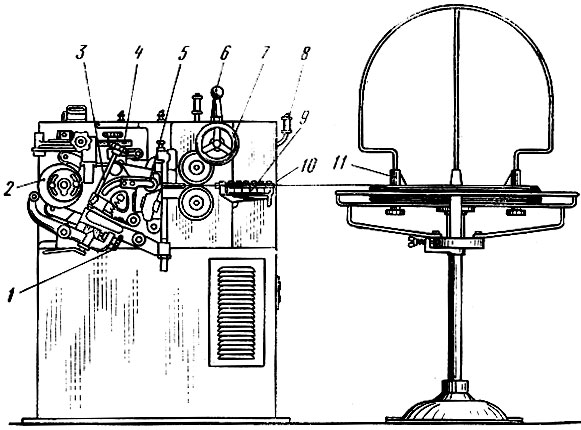
Рис. 59. Устройство машины W-38/sw фирмы 'Spühl': 1 - механизм настройки конусности пружин, 2 - эксцентрик, 3 - механизм регулирования диаметра пружин, 4 - механизм регулирования шага витков пружин, 5 - навивочный механизм, 6 - рукоятка включения муфты, 7 - маховичок тянущих роликов, 8 - капельница, 9 - ролики, 10 - прямящие ролики, 11 - мотовило
Техническая характеристика станка W-38/sw Толщина проволоки, мм: нормальное исполнение...........................1,8...4,2 специальное исполнение..........................1,2...4,4 Диаметр концевого кольца пружин, мм.............25...170 Длина отрезка проволоки пружины, мм.............660...3270 Мощность электродвигателя, кВт..................3 Частота вращения электродвигателя, об/мин.......950 Количество ступеней скорости подачи.............4
Производительность навивочно-мотального станка приведена в табл. 8.
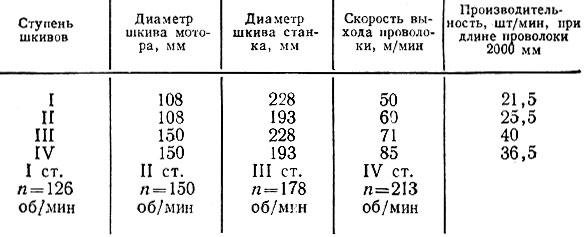
Таблица 8. Производительность станка W-38/sw
Станок работает следующим образом: включается главный выключатель, конец проволоки из смоточного мотовила через выпрямляющие ролики вводится в питающие ролики.
Включается рукоятка 6 включения муфты, при этом тянущие ролики поджимаются маховичком 7 и проволока, увлекаемая роликами, входит через калиброванную направляющую в навивочный механизм 5. При полном вращении эксцентрика 2 по всему периметру навивочный механизм 5 навивает пружину. Отрезные ножи 4 и 8 (рис. 60) отрезают конец проволоки. Пружину после отрезания укладывают в подстопное место вручную. Когда в бухте кончается проволока, тянущие ролики 7 ослабляются прежде, чем конец проволоки пройдет в станок, т. е. нельзя допускать захода конца проволоки в станок в момент сматывания последних сантиметров проволоки. При остановленном станке проволока отрезается и конец ее вытягивается сзади станка.
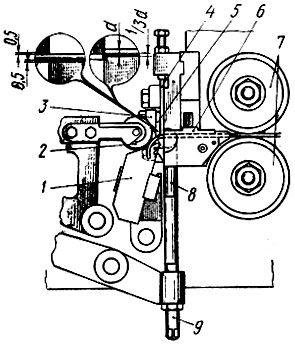
Рис. 60. Навивочное и отрезающее устройство станка W-38/sw фирмы 'Spühl': 1 - отклонитель подъема витка пружины, 2 - навивочный ролик, 3 - устройство для крепления изгибающей пластины, 4 - верхний прямоугольный нож, 5 - устройство для предварительного изгибания проволоки, 6 - направляющая с калиброванным отверстием, 7 - тянущие ролики, 8 - нижний квадратный нож, 9 - винт регулирования подъема и опускания нижнего ножа
Смоточное мотовило для проволоки должно отстоять от станка на расстоянии не менее 1 м.
Станок настраивают по образцу пружины. Длину проволоки устанавливают путем полного распрямления пружины и измерения этой длины шнуром.
Механизм настройки длины отрезка проволоки (рис. 61) установлен там же, где и привод станка, т. е. на противоположной стороне станка.
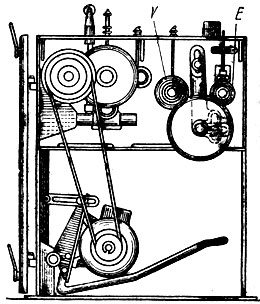
Рис. 61. Привод и механизм настройки станка W-38/sw фирмы 'Spühl' на заданный отрезок проволоки (V и Е - сменные шестерни)
Этот механизм состоит из трех шестерен: двух сменных с разным диаметром и разным количеством зубьев (V и Е) и промежуточной, которая может менять свое положение по отношению к шестерням V и E в зависимости от их диаметра. Для получения необходимого отрезка проволоки можно пользоваться данными табл. 9, устанавливая шестерни V и Е с определенным числом зубьев.
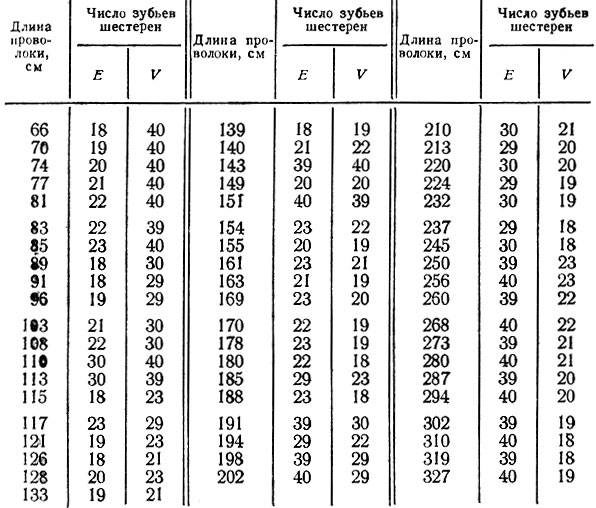
Таблица 9. Таблица настройки станка на определенную длину проволоки пружины
При настройке станка на заданную толщину проволоки необходимо заменить детали, которые имеют обозначения, соответствующие нужному диаметру проволоки. При этом необходимо читать значения, например 15...18, следующим образом: инструмент для проволоки толщиной 1,5...1,8 мм соответственно. Замене и регулировке подлежат тянущие ролики 7 и направляющая с калиброванным отверстием (см. рис. 60).
Между верхним ножом и проволокой должно быть расстояние около 0,5 мм. Нижний нож нужно отрегулировать винтом так, чтобы при отсечке он поднимался примерно на 2/3 толщины проволоки. Проволока ни в коем случае не должна тереться о нож. При затуплении кромки каждого ножа следует заточить путем шлифования по торцу. Непосредственно с верхним ножом закрепляется деталь, которая совместно с навивочным роликом и нижней армированной твердосплавной пластинкой формирует пружину. Деталь, закрепленная совместно с верхним ножом, имеет две формирующие кромки, причем более острая устанавливается при навивании одноконусных пружин.
Станок можно настраивать на изготовление пружин с различными диаметром, конусностью и формой. Это достигается установкой различных по форме эксцентриков, изменением положения эксцентрика относительно фланца и контрфланца и соответствующей настройкой станка.
На рис. 62 показаны способы получения пружин, различных по форме. При изготовлении двухконусных пружин применяют эксцентрик, имеющий отметки от "О" до "5". Если этот эксцентрик отметкой "О" установлен против отметки "О" на фланце, то получаются пружины цилиндрические, при этом вращении рукоятки 1 (рис. 62, а) достигается изменение диаметра пружины. Чем больше изменяем положение эксцентрика от отметки "О" к отметке "5", тем больше получается конусность пружин. Тонкая настройка общей конусности производится рукояткой 2 (рис. 62, б).
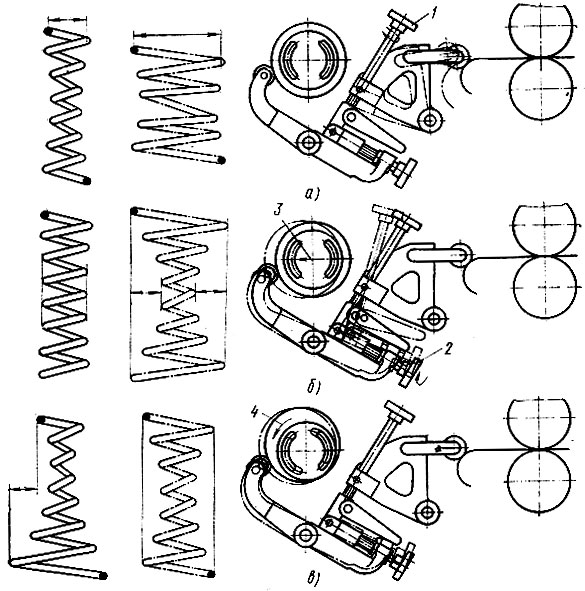
Рис. 62. Механизм настройки станка W-38/sw фирмы 'Spühl': а - диаметра пружины, б - конусности пружины, в - шага пружины; 1 - рукоятка изменения диаметра пружины, 2 - рукоятка настройки конусности пружины, 3 и 4 - эксцентрики
Если отдельные участки пружин получаются разными по диаметру, то фланец подвигается на своем контрфланце (рис. 62, в).
Регулирование шага пружин показано на рис. 63. С помощью рукоятки 1 регулируют шаг всех витков пружин. Изменением положения рычага 2 также регулируют шаг витков пружин, а изменением положения шайб 3 и 4 на фланце изменяют шаг отдельных половин пружин.
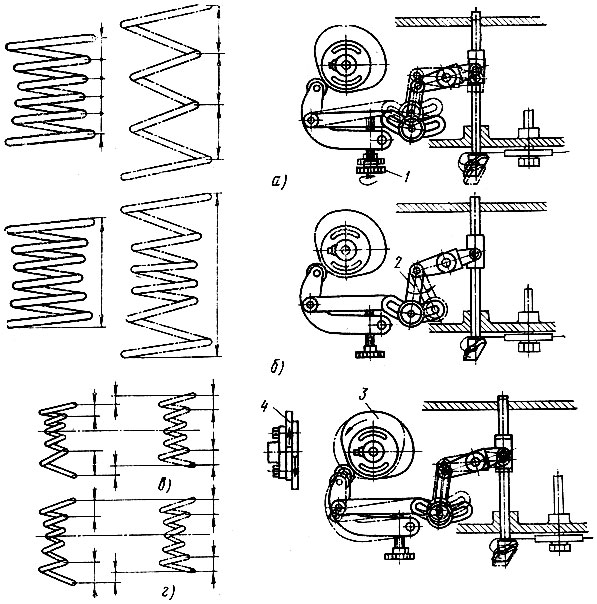
Рис. 63. Механизм регулирования шага пружины: а - равномерное изменение шага, б - неравномерное изменение шага, в - неравномерный подъем шага витка, г - равномерный подъем шага витка; 1 - рукоятка, 2 - рычаг, 3 и 4 - шайбы
На станке можно получить и одноконусные пружины. Для этого необходимо установить соответствующий эксцентрик, как это указано в инструкции по эксплуатации станка.
Параметры одноконусных пружин регулируют, так же как параметры двухконусных и цилиндрических пружин.
Завязывание концевых колец пружин. Конусные и цилиндрические пружины при установке их на основания мебели закрепляют скобами. Очень важно, чтобы в процессе эксплуатации они не создавали шума и не меняли диаметр концевых колец. Для этого концы колец пружин завязывают в узлы вручную с помощью металлического штыря с отверстием или на станках-полуавтоматах.
Верхнее или нижнее кольцо пружин закрепляют в тиски, конец проволоки пружины продевают в отверстие штыря и поворотом за два раза завязывают узел. Такой способ очень трудоемок. Существуют различные станки-полуавтоматы, позволяющие механизировать операцию завязывания узла.
Узловязальная машина K-27/sw фирмы "Spühl" (рис. 64) предназначена для завязывания узлов концевых колец пружин. Завязывание узла может быть с большим и малым плечом и без него. Завязывание узла с плечом обеспечивает постоянство диаметра концевых колец пружин в процессе эксплуатации.
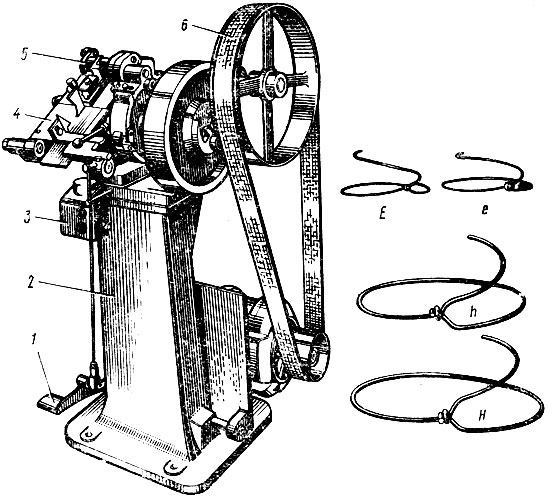
Рис. 64. Узловязальная машина K-27/sw фирмы 'Spühl: Е - узел завязан с плечом, е - узел завязан без плеча, h - узел с малым плечом, Н - узел с большим плечом; 1 - педаль включения узловязального механизма, 2 - станина, 3 - главный включатель, 4 - стол станка, 5 - узловязальный механизм, 6 - привод станка с муфтой сцепления
| Нормальное исполнение | Специальное исполнение | |
|---|---|---|
| Производительность операций в минуту | 60 | |
| Толщина проволоки, мм | 2...3,8 | 1,8...4,0 |
| Диаметр концевого кольца пружин, мм | 70...150 | 40...70 |
| Высота плеча, мм | 2...12 | 2...12 |
| Мощность станка, кВт | 1,5 | |
| Частота вращения шкива электродвигателя, об/мин | 1400 | |
| Частота вращения шкива станка, об/мин | 400 | |
| Приводной ремень, мм | 60×4 |
Узловязальная машина работает следующим образом. Включается главный включатель 3. Конечное кольцо пружины вставляется в прорези цанги узловязальной шестерни узловязального механизма 5. Нажатием педали 1 включается муфта сцепления, при этом приводится в движение узловязальный механизм 5 и узел завязывается. Затем пружина переворачивается и завязывается второй узел.
При настройке станка детали в узловязальном механизме следует устанавливать по маркировке, соответствующей диаметру проволоки. В зависимости от диаметра конечного кольца пружины на столе устанавливают деталь с прорезью, соответствующей диаметру концевого кольца пружины.
Деталь устанавливают так, чтобы кольцо пружины касалось этой детали, но не перенапрягалось от нее (не сжималось). После этого проводят контрольную операцию завязывания узла. Если узел будет иметь свободный конец, выступающий за кольцо, то линейку на столе подвигают влево. Если узел после контрольной проверки окажется нормальным, можно приступать к работе.
При изменении диаметра проволоки пружины в станке производится замена деталей на детали с маркировкой, соответствующей диаметру проволоки и диаметру концевого кольца пружины.
Детали меняют, ослабляя стопорные болты и винты, и устанавливают новые детали. Если узел завязывают без плеча, заменяют стол станка одной модели на другой, вынимая его по направляющим, предварительно освободив два болта.
Термическая обработка. Готовые пружины из высокотвердой стали подвергают термической обработке, пропуская через них электрический ток. После этого пружина готова для производства мебели.
На станке-автомате F-68/sw фирмы "Spühl" (рис.65) можно одновременно производить навивание одноконусных пружин, завязывание узла у большого концевого кольца и термическую обработку пружин.
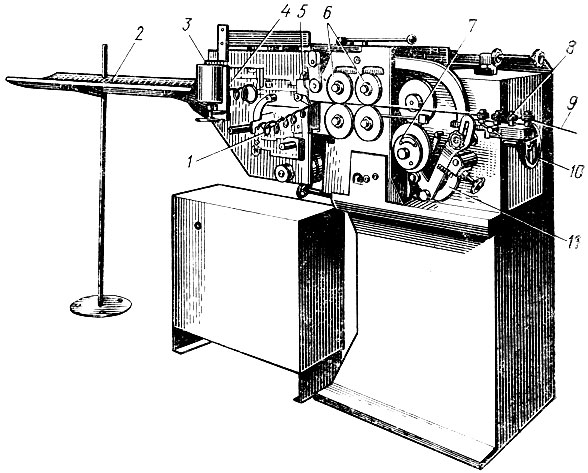
Рис. 65. Станок-автомат F-68/sw для изготовления одноконусных пружин: 1 - пружина, 2 - приемный лоток, 3 - зона термической обработки пружин, 4 - узловязальная головка, 5 - механизм навивания пружин, 6 - тянущие ролики, 7 - эксцентрик, 8 - прямящие ролики, 9 - проволока, 10 - штурвал, 11 - механизм настройки станка на различные параметры пружин
Автомат работает следующим образом. Конец проволоки 9 из бухты, установленной на мотовиле, вводится в прямящие 8, а затем тянущие ролики 6. Смыкание тянущих роликов осуществляется штурвалом 10.
После включения станка проволока, увлекаемая тянущими роликами 6, поступает в навивочный механизм.
Форма и параметры пружины 1 регулируются заменой эксцентрика 7 и механизмом настройки 11. После навивания пружины она механически передается к узловязальной головке 4, где завязывается узел большого кольца пружины. Из узловязальной головки пружина передается в зону 3 термической обработки и оттуда в приемный лоток 2.
На станке-автомате F-68/sw можно изготовлять одноконусные пружины из проволоки диаметром 2,5...3,8 мм, с диаметром концевого кольца пружины 90...125 мм. Производительность станка автомата F-68/sw 40...60 пружин в минуту.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'