Ссылки
2. Инструменты
Для успешной работы столяру-любителю необходимо иметь4 набор различных инструментов - для разметки, изготовления, отделки изделия. Прежде чем изготовить какую-либо деталь требуемых размеров с меньшим количеством отходов, заготовку неоднократно измеряют. Для этого применяют различные измерительные и разметочные инструменты. Для измерений, не требующих большой точности (например, при раскрое досок), производится разметка складным деревянным или металлическим метром или рулеткой со стальной лентой. При этом нужно давать припуск на последующую обработку - строгание. Обычно по длине заготовки дают припуски 20-30 мм, а по ширине и толщине - 5-6 мм.
Инструменты для разметки
Для разметки прямых углов применяют угольник - для углов 45° и ерунок - для углов 135°. Малкой можно размечать или проверять любой угол, так как линейка в колодке малки перемещается почти на 360°. Рейсмусом производится разметка параллельных линий (рис. 12). Для разметки окружностей используют циркуль, а при необходимости более точных измерений - штангенциркуль. Кроме перечисленных инструментов, мастеру нужны деревянная или стальная линейка, метр, транспортир, чертилка, шило. Перечисленные выше инструменты не всегда можно приобрести в магазинах. Опытные мастера сами делают инструменты, шаблоны и различные приспособления. Например, можно сделать самому универсальный инструмент, обеспечивающий разметку и различные измерения. Для изготовления из оргстекла транспортира с окружностью в 360° нужно из листа вырезать круг и нанести на него градацию с помощью готового транспортира в 180°. Из круга вырезают глубокий сектор в 90°. После этого к транспортиру прикрепляют линейку - образуется угол, с помощью которого можно размечать и проверять углы в 45°.
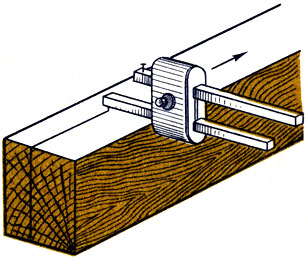
Рис. 12. Реймус и прием разметки
В верхней части транспортира вырезают мелкий сектор в 140° для измерения угла заточки сверла. Свободный конец линейки
Рис. 14. Стусло для пиления заготовок под углом спиливают под углом 15°. На нижней части транспортира вырезают мелкие секторы до 10 мм с углами 25, 35 и 45° для проверки заточки стамесок, ножей, рубанков и фуганков. Вдоль полотна линейки просверливают несколько отверстий диаметром от 1 до 8 мм для измерения диаметра сверл. Такой универсальный инструмент сделать можно из трехмиллиметрового листа дюралюминия или из стали, если имеются соответствующие слесарные инструменты. Комплексный измерительный инструмент очень удобен: он значительно сократит время мастеру в процессе работы (рис. 13).
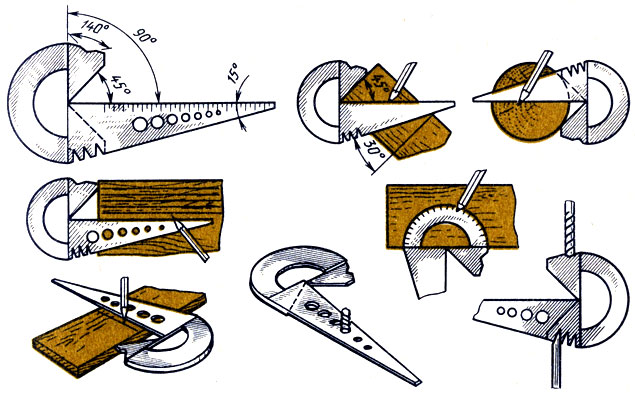
Рис. 13. Универсальный инструмент для рзметки
Стусло применяют для пиления заготовок и деталей под углом 45° и другими углами (рис. 14).
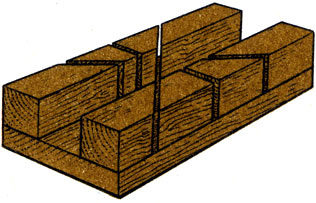
Рис. 14. Стусло для пиления заготовок под углом
Инструменты для пиления
Пиление - одна из важнейших операций при обработке древесины. С помощью ручных и электрических пил распиливают доски, бруски, плиты, фанеру на заготовки и детали нужной формы и размеров. Для распиливания заготовок древесины поперек волокон применяют ножовки и лучковые пилы различного назначения.
Ножовка широкая имеет ширину полотна 50-80 мм, длину 450 мм и толщину 1,2 мм. Зубья имеют косую заточку. Ножовка узкая для распиливания тонких пиломатериалов и выпиливания криволинейных заготовок имеет ширину полотна на свободном конце 20-40 мм, длину 450 мм и толщину 1,5 мм. Ножовка с обушком нужна для неглубоких пропилов и распиливания тонких материалов. Ее используют и при подгонке угловых и других соединений. Ширина полотна 100 мм, длина 427 мм, толщина до 0,8 мм. Для придания полотну жесткости верхняя часть его усилена стальной шиной - обушком.
Ножовка-наградка имеет длину полотна 100-120 мм, толщину 0,4-0,7 мм. Ее применяют для пропиливания пазов под шпонки и узких пазов. Глубина пропила регулируется специальным бруском, закрепляемым на оправе полотна. Пиление производится движением на себя двумя руками.
Лучковую пилу используют для продольного, поперечного и смешанного (под углом) распила. Она состоит из лучка - деревянного станка с натянутым в нем полотном пилы. В стойках закрепляют на шпильках полотно пилы, стойки вставляют в средник с пазами, а противоположные концы стоек стягивают тетивой из прочной льняной или пеньковой бечевки закруткой.
При пилении вдоль волокон применяют полотно шириной 45-55 мм и длиной 780-800 мм. Заточка зубьев у полотна имеет угол 90°. Эти пилы называют размашными. Для поперечного пиления ширина полотна составляет 20-25 мм при той же длине.
Выкружную пилу применяют для криволинейного фигурного пиления. Ширина ее полотна от 4 до 15 мм, длина до 500 мм. Для запиливания шипов применяют шиповую пилу с шириной полотна 40-50 мм и длиной 1000-700 мм. Угол заточки зубьев 90°. Успех в работе пилой зависит от ряда факторов. Полотно пилы должно быть ровным, без вмятин и трещин. Зубья должны быть в одном уровне (без впадин и выступов) и правильно разведены. Типы пил даны на рис. 15.
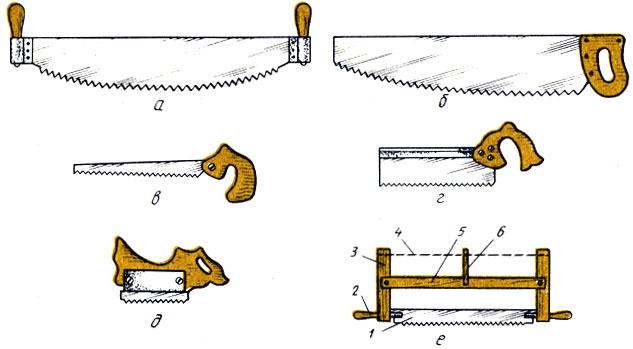
Рис. 15. Виды ручных пил: а - двуручная; б - широкая ножовка; в - узкая ножовка; г - ножовка с обушком; д - наградка; е - лучковая пила (1 - полотно пилы; 2 - ручка; 3 - стойки; 4 - тетива; 5 - средник; 6 - закрутка)
Подготовка пилы к работе состоит из нескольких операций. Сначала выполняют выравнивание вершин зубьев до одной высоты. Для этого в деревянную колодку, имеющую трехгранную прорезь, вставляют напильник и двигают им по вершинам зубьев. Выравнивание можно производить и другим способом. Например, нужно сделать в доске пропил, равный ширине плоского напильника, или дополнить пропил отверстием для закрепления трехгранного напильника и по напильнику зубьями вниз выровнять их вершины (рис. 16, а). Выравнивание необходимо для того, чтобы в пилении участвовали все зубья. Правильность выравнивания проверяют линейкой на просвет. Для углубления зубьев удобно использовать ножовки по металлу (рис. 16, б).
Вторая операция - разведение зубьев пилы для устранения зажима полотна пилы в пропиле. Зубья разводят специальной разводкой или плоскогубцами поочередно через зуб в одну и другую сторону. Большие и резкие усилия недопустимы, иначе можно сломать зуб. Отгиб зубьев производится на 2/3 от их основания. При пилении твердых пород древесины зубья разводят на 0,25-0,5 мм на сторону, для мягких пород на 0,5-0,7 мм.
Третья операция заключается в том, что выверенные по высоте и разведенные зубья пил затачивают трехгранным или ромбическим напильником. Полотно пилы зажимают в тисках верстака или в деревянной колодке (рис. 16, в, г). Зубья с прямой заточкой для продольного и смешанного распила затачивают с одной стороны, держа напильник перпендикулярно пиле. Для поперечного распила или косой заточки напильник держат под углом 60-70° к полотну пилы. У этих пил зубья затачивают через один с одной стороны, затем, повернув полотно, затачивают зубья с противоположной стороны. Пилы с мелкими зубьями затачивают специально подобранными по размеру зубьев напильниками, иначе легко повредить соседний зуб, нарушить его форму. Чтобы видеть направление движения лучковой пилы, ее полотно нужно отклонить вправо по отношению к станку: оно должно быть прямолинейным, без перекосов и хорошо натянуто.
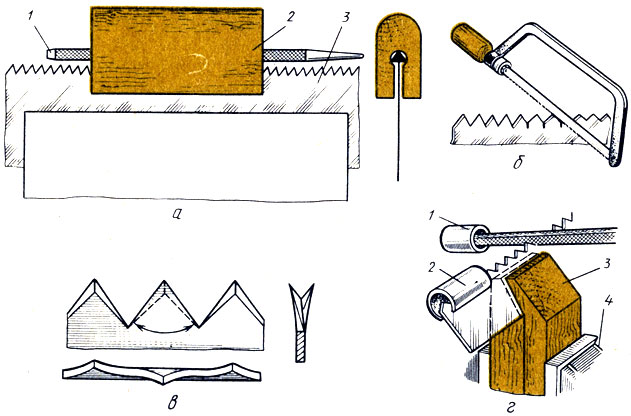
Рис. 16. Приемы заточки ножевых пил: а - фугование зубьев пилы (1 - напильник; 2 - колодка; 3 - полотно пилы); б - пропил пазухи ножовкой на малую глубину; в - разводка зубьев пилы; г - заточка зубьев пилы (1 - резиновая труба; 2 - резиновый чехол безопасности; 3 - деревянный прижим; 4 - тиски)
Инструменты для строгания
Для получения заготовки или детали с точными размерами определенной формы производят строгание. В мастерской столяра-любителя должен быть набор различных инструментов для строгания. Все инструменты для строгания по конструкции одинаковы, т. е. они имеют деревянную колодку, в которой с помощью клина закреплен нож. Для его установки в колодке задолблено сквозное, сужающееся книзу гнездо - леток. В боках гнезда для крепления ножа клином есть заплечики. На подошве пролет летка имеет узкую щель шириной 5-6 мм. Чем уже этот пролет, тем ближе подпор волокон к режущей кромке ножа и тем чище будет обрабатываемая поверхность древесины.
По назначению строгальные инструменты делятся на две группы - для плоскостного и профильного строгания. Для плоскостного строгания применяют шерхебель, рубанок с одиночным и двойным ножом, полуфуганок, фуганок, шлифтик и др.
Шерхебель предназначен для первоначального строгания досок и заготовок с целью снятия больших припусков. Он имеет нож овальной формы с радиусом действия 35 мм; нож выпускают из колодки на 3 мм. Стружка образуется узкая, толстая, благодаря чему строгать можно вдоль волокон, под углом и поперек волокон. Поверхность древесины получается неровной, с углублениями в виде желобков. При этом нередко наблюдаются вывалы и вырывы волокон.
Рубанок с одиночным ножом служит для выравнивания поверхности после пиления или обработки шерхебелем. Режущая кромка ножа прямая, слегка закругленная по углам, чтобы после строгания на поверхности не оставались следы. Нож выступает из колодки на 1 мм. Из-за отсутствия стружколома (горбатика) обрабатываемая поверхность иногда может быть нечистой, с задирами и сколами.
Рубанок с двойным ножом применяют для чистого строгания, для застрагивания торцов, свилеватой древесины с задирами и сколами. Это достигается наличием второго ножастружколома, который устанавливают сверху ножа параллельно режущей кромке на расстоянии от 0,5 до 2 мм от нее. При строгании стружка, поднимаясь вверх по ножу, отгибается стружколомом и ломается. Это предотвращает задиры, и поверхность становится чистой.
В настоящее время имеются в продаже металлические шерхебели и рубанки как с одиночным, так и с двойным ножом. Нож крепится в металлической колодке винтом, вворачиваемым в прижим. Величину снимаемой стружки регулируют вылетом ножа, освобождая винт на прижиме. Рожок и ручка изготовляются из древесины или пластмассы.
Фуганок служит для окончательного строгания и выравнивания длинных поверхностей при пригонке деталей между собой. Он имеет длинную (до 700 мм) колодку. На переднем конце ее вклеена ударная кнопка, при ударе по которой выступает нож с клином. Нож на фуганке двойной. При обработке поверхностей фуганок сначала дает прерывистую стружку, а при вторичных проходах образуется сплошная стружка. Это говорит о том, что поверхность гладкая, ровная.
Полуфуганок применяют для тех же целей, что и фуганок, но им обрабатывают более короткие заготовки. Длина полуфуганка 530 мм.
Шлифтик - это короткий рубанок с двойным ножом, установленным более круто, чем у обычного рубанка. Шлифтик применяют для окончательной зачистки поверхности после склеивания, снятия провесов, угловых соединений. Стружка снимается очень тонкая.
Для фигурного строгания и получения различных профилей применяют зензубель, фальцгебель, грунтубель, шпунтубель, галтель, штап, калевку, горбач.
Зензубель применяют для отборки и зачистки четвертей на деталях столярных изделий. Колодка узкая с боковым улитообразным отверстием для свободного выхода стружки. Для качественной обработки нож зензубеля затачивается снизу и сбоку. Ширина ножа на 0,2-0,3 мм шире колодки.
Фальцибель в отличие от зензубеля имеет ступенчатую подошву колодки, но служит также для отборки четвертей.
Грунтубель предназначен для выборки пазов и гребней на кромках или на пластях деталей. Он состоит из двух колодок, соединенных между собой винтами. В одной из них крепят нож. Колодки устанавливают на нужном расстоянии паза от кромки детали. Для выборки пазов и гребней разной ширины имеется набор ножей.
Галтель применяют для получения желобков разной глубины и ширины. Подошва колодки галтели имеет выпуклую форму. Форма ножа соответствует форме подошвы колодки.
Калевка имеет профильную подошву колодки. Она предназначена для выборки различных профилей путем смены ножей.
Горбач применяют для обработки выпуклых и вогнутых поверхностей. Его подошва выгнута или вогнута, она должна соответствовать кривизне поверхности. Нож у горбача имеет прямое лезвие, как у рубанка.
Штап служит для образования закруглений на кромках деталей. Подошва колодки и нож имеют вогнутую закругленную форму. Для выполнения специальных операций опытный столяр сам изготовляет необходимые инструменты или дополнительные к ним детали. Инструменты для строгания показаны на рис. 17. Кроме вышеперечисленных, для дальнейшей столярной обработки деталей требуются различные инструменты для долбления и сверления.
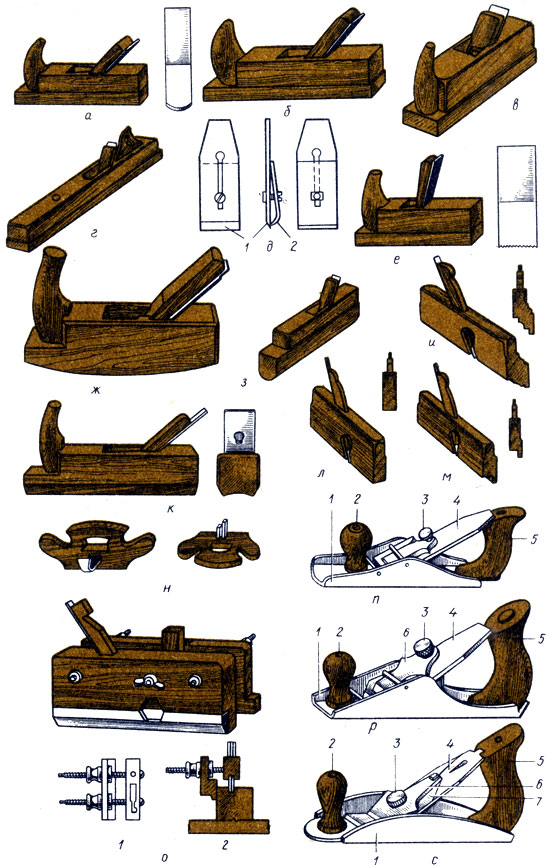
Рис. 17. Инструменты для строгания: а - шерхебель; б - рубанок с одиночным ножом; в - рубанок с двойным ножом; г - фуганок; д - двойные ножи (1 - нож; 2 - стружколом); е - цинубель; ж - горбач; з - галтель; и - калевка; к - штап; л - зензубель; м - фальцгебель; н - грунтубель; о - шпунтубель (1 - вид сверху; 2 - шпунтубель в работе); п - металлический, шерхебель; р - металлический рубанок с одиночным ножом; с - металлический рубанок с двойным ножом (1-корпус; 2 - рожок; 3 - винт; 4 - нож; 5 - ручка; 6 - прижим; 7 - основание под нож)
Основные виды этого инструмента и приемы работы с ним показаны в главе III (см. рис. 26-30).
Наладка и заточка инструмента
Используя в работе различные инструменты, столяр-любитель должен иметь набор заточных приспособлений. К ним относятся напильники разные для заточки пил и сверл, бруски с крупным и мелким зерном разных форм и оселки для доводки лезвий. Мастеру нужно следить за режущим инструментом, не тупить его, избегать случайных встреч со скрытыми гвоздями в досках, не обрабатывать пиломатериалы, если они имеют на поверхности засохшую грязь, цемент или песок. Производительность и качество изделий во многом зависят от хорошо налаженного и заточенного инструмента. Наладка рубанка заключается в правильной заточке ножа и его установке в колодку. Для разборки рубанок берут в левую руку, придерживая клин и колодку большим пальцем, и ударяют в "пятку" киянкой - деревянным молотком. При разборке фуганка ударяют по кнопке на передней части колодки. Устанавливают нож, выпуская лезвие над подошвой на 0,1-0,3 мм,- на глаз нож кажется ровной ниткой. Нож должен устанавливаться и закрепляться без перекосов, для чего клин вбивают легким ударом молотка. Сборка рубанка производится на весу. Нож для рубанка затачивается так, чтобы его режущая кромка была по всей ширине ровной и одинаковой (рис. 18). На электроточиле с малым диаметром заточного камня правильно заточить нож непросто: фаска ножа будет иметь профильный желоб, а режущая кромка - тонкая и слабая. Для хорошей заточки нужно иметь точило с большим камнем, смачиваемым водой. Угол заточки ножа для рубанка зависит от обрабатываемого материала и составляет для мягких пород 25°, не очень твердых (березы, сосны) - 35° и твердых (бука, дуба, груши, ореха) - 45°. Заточка на бруске производится равномерными прямолинейными или круговыми движениями. Брусок должен быть мокрым. При заточке необходимо следить за углом наклона ножа к плоскости бруска во избежание скругле-ния фаски, что недопустимо. Скругленная фаска будет скользить по поверхности - работать таким рубанком нельзя. Чтобы избежать такого явления и получить нужный угол заточки, применяют различные приспособления (рис. 19, а, б).
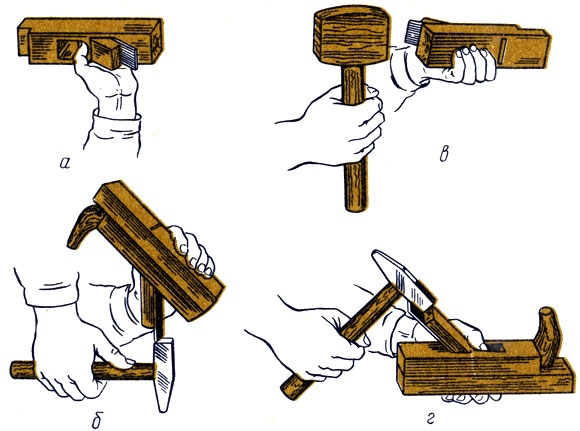
Рис. 18. Наладка рубанка: о - положение рубанка в левой руке; б - подача ножа вперед; в - подача ножа назад; г - закрепление ножа клином
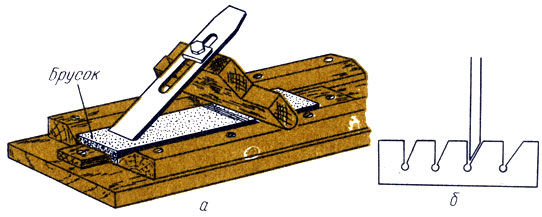
Рис. 19. Использование самодельного приспособления, обеспечивающего нужный угол заточки (А), и шаблон для контроля угла заточки (Б)
Профильные ножи шершебеля, калевки, галтели и других инструментов затачивают на брусках специальной формы или напильниками. Правильность заточки проверяют шаблонами, угольниками, линейками; угол заострения - шаблоном с вырезами под разные углы. После бруска или точила ножи правят на оселке - мелкозернистом точильном бруске. Перед заточкой оселок промывают керосином.
Править ножи можно наждачным порошком с маслом в виде пасты. Для правки стамесок и резаков для специальных видов работ применяют пасту ГОИ, нанесенную на ремень. Движения ножа при правке должны быть прямолинейные и круговые (рис. 20). Сняв заусенцы с одной стороны, нож поворачивают и правят лезвие до окончательной остроты: лезвие ножа считается острым, если им можно срезать волос.
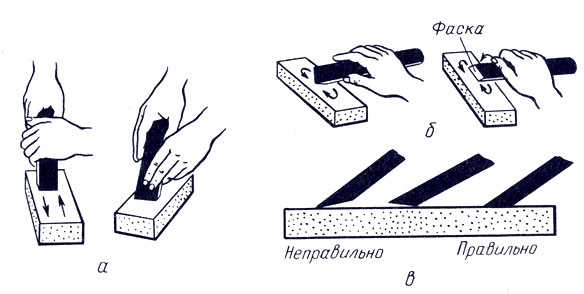
Рис. 20. Приемы заточки на бруске (А); правка на оселке (Б) и положение фаски ножа при заточке на бруске (В)
Что нужно знать при изготовлении инструментов
Специальные инструменты по обработке древесины не всегда есть в продаже, поэтому многие мастера сами создают режущие инструменты, приобретают их у знакомых, заказывают в мастерских по своим эскизам. Такими инструментами гордятся и дорожат, они находятся в работе многие годы, переходя от дедов и отцов к детям. Эти инструменты изготовляют из особых марок сталей, но отсутствие на них клейма ставит в тупик и бывалого мастера: как и чем их затачивать, что ими можно, а что нельзя обрабатывать и т. п.
Современные инструменты изготовляют из инструментальных углеродистых и легированных сталей. В состав последних входят специальные присадки, повышающие их качество. Основные марки инструментальных сталей У7, У8, У9, У10, У11, У12, У13, из них в основном изготовляют режущие инструменты. Цифра, стоящая за буквой, обозначает содержание углерода: чем выше цифра, тем больше содержится в стали углерода. Например, У7 - 0,07% углерода, У12 - 0,12%. Существует несложный способ для приблизительного определения твердости стали. Например, малоуглеродистая сталь запиливается любым напильником, среднеуглеродистая - личным и бархатным, сталь высокой твердости - только бархатным. Другой способ основан на том, что при обработке на наждачном круге каждая марка стали дает своеобразный пучок искр. Этот способ наиболее точен.
Начинающему мастеру следует знать, что режущая кромка резца в работе, особенно при высоких скоростях резания, претерпевает механическое истирание, тепловой износ, окислительные процессы и др. Наиболее значителен механический абразивный износ. Он является результатом действия на режущую кромку твердых частиц, образуемых твердыми кристаллами солей, находящихся в древесных соках; клеевыми швами; механическими загрязнениями частицами пыли и грунта. При монотонном (равномерном) износе, когда истирается мягкий металл связки, постепенно выкрашиваются и зерна легированных добавок стали. При этом применяют обычную заточку, так как инструмент затупился равномерно по всей режущей кромке.
В первом случае снимается тонкий слой металла по всей площади фаски, но форма ее не изменяется. Во втором случае снимается более толстый слой металла, при этом можно изменить угол заострения или форму резца.
При аварийном износе, когда разрушается часть лезвия при встрече с твердыми включениями в древесину, инструмент подлежит переточке.
При заточке необходимо иметь набор точильных и шлифовальных кругов, которые можно купить в инструментальных магазинах. Каждый круг обозначается маркой, имеющей определенное значение. Например, марка Э16СТ1К9 ЗП100х10х Х12 30 м/с означает: Э16 - точильный круг из электрокорунда зернистостью № 16; СТ1 - твердость связки 1; К9 - керамическая связка структуры № 9; ЗП - форма плоская; 100X10X12 - наружный диаметр 100, толщина 10, диаметр отверстия 12 мм; 30 м/с - допустимая для этого круга окружная скорость. Керамическую связку применяют для сухой заточки, эластичную (резину) - для заточки с водой.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'