Ссылки
Глава IX. Технологический процесс изготовления мебели в учебных мастерских
§ 38. Технологический процесс
Изготовление мебели в учебных мастерских относится к индивидуальному производству, при котором обработку древесины и изготовление изделий производят с помощью универсального оборудования, универсальных приспособлений, механизированного и ручного инструмента. Структура технологического процесса изготовления мебели в учебных мастерских приведена в табл. 26.
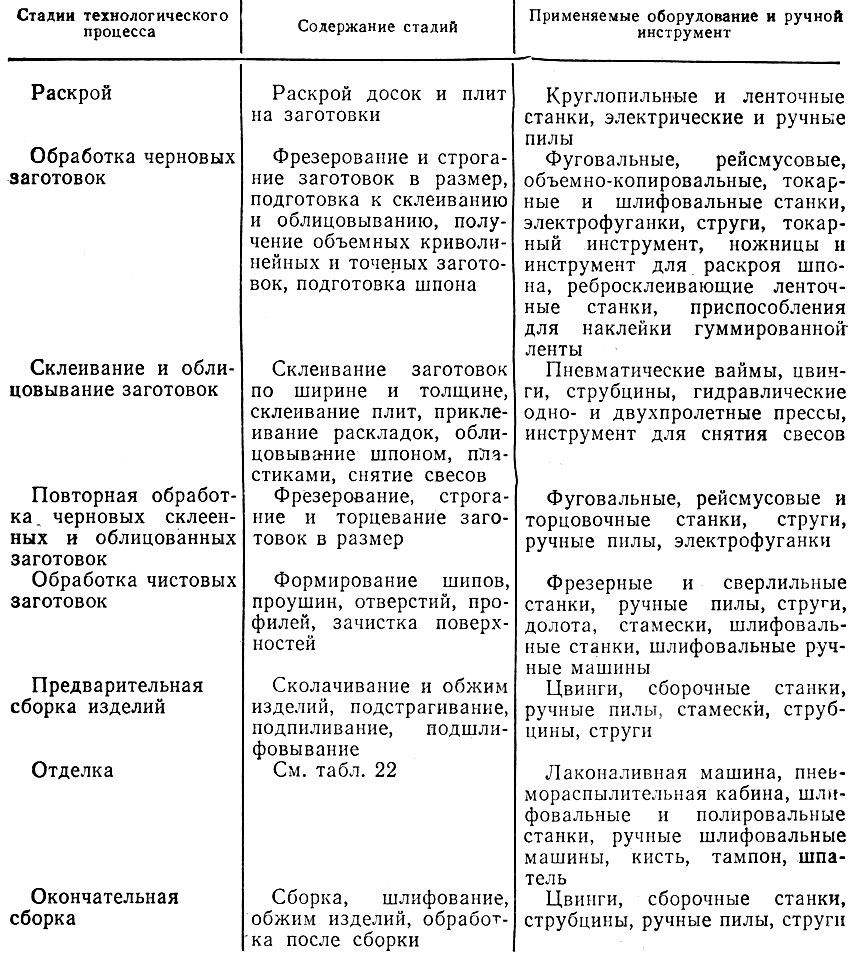
Таблица 26. Структура технологического процесса изготовления мебели в учебных мастерских
Примечание. В таблицу не включена разметка, которая в той или иной последовательности встречается в большинстве стадий.
Для изготовления мебели учебные мастерские получают сухие-пиломатериалы и черновые мебельные заготовки. Поэтому стадия сушки и технологического процесса изготовления мебели в учебных мастерских исключается.
Последовательность стадий может меняться в зависимости от конструкции изделия и принятой технологии. Так, при отделке кистью изделия обычно отделывают после окончательной сборки, а при столярном полировании отделка собранных изделий может быть трудно выполнима. Клееные заготовки облицовывают после склеивания и повторной обработки и т. п.
Стадии изготовления мебели в учебных мастерских по содержанию отличаются от стадий изготовления мебели в производственных условиях видом использованного оборудования, применением универсальных приспособлений, ручного и механизированного инструмента, измерительного инструмента. Кроме того, в связи с невысокой точностью обработки ручным инструментом предусматривается стадия предварительной сборки изделий (сборка "насухо").
При отделке изделий в разобранном виде, например опорных скамеек, ножки скамеек оторцовывают после сборки скамеек по клею. В этом случае предусматривают операцию обработки после отделки.
Содержание стадий, приведенное в таблице, не следует смешивать с содержанием операций технологического процесса. Например, сборка изделий может состоять из нескольких операций, чередующихся в определенной технологической последовательности. В некоторых случаях из технологического процесса могут быть исключены целые стадии. Так, при достаточном навыке в обработке древесины может быть исключена стадия предварительной сборки несложных изделий.
Приведенный в таблице перечень оборудования не означает наличия всех его видов в учебных мастерских. Многие операции могут выполняться в производственных цехах базовых предприятий.
На рис. 151 приведена схема типовых технологических процессов изготовления рамки и коробки. Рамка изготовляется из древесины твердых лиственных пород с соединением деталей рамки на "ус" вставным плоским шипом. В брусках рамки формируется фальц для последующей установки стекла, филенки. Стенки коробки изготовляют из древесностружечных плит. Стенки и заглушку коробки облицовывают шпоном. Такая коробка может служить ящиком, корпусом тумбочки и т. п.
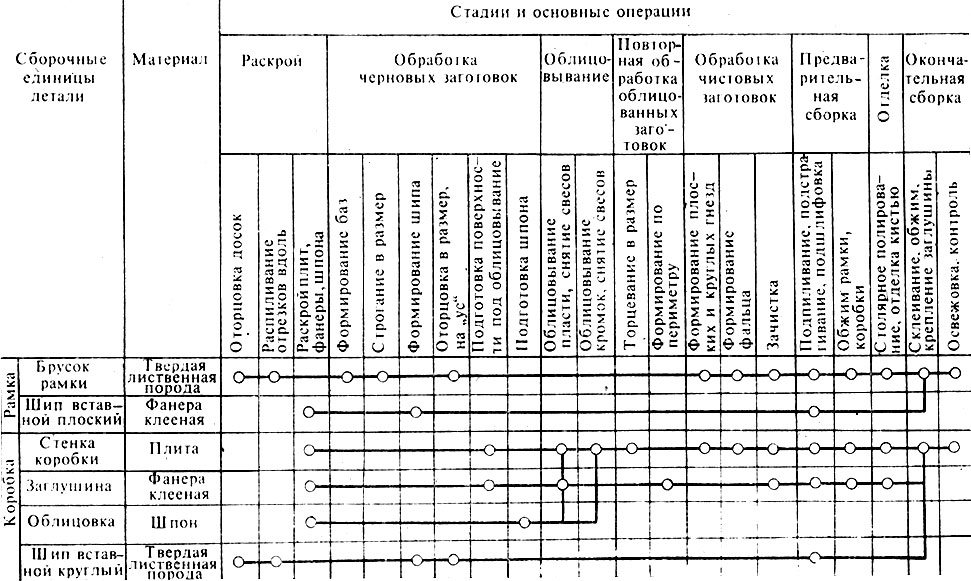
Рис. 151. Схема типовых технологических процессов изготовления рамки и коробки в учебных мастерских
Состав и последовательность основных укрупненных операций обработки каждой детали и сборочной единицы показаны на схеме кружками, проставленными в соответствующих графах.
Указанные в схеме операции обработки могут выполняться ручным инструментом и на станках. В каждом конкретном случае вопрос выбора способов обработки заготовок решается в зависимости от объема выполняемых работ и наличия оборудования.
При небольшом объеме обработки заготовок настройка и подготовка станка к работе может занять значительно больше времени, чем обработка заготовок ручным инструментом. Например, при изготовлении рамки оторцовку брусков на "ус" следует производить в стусле, так как для настройки станка и изготовления специального приспособления для торцовки на "ус" требуется затратить значительное время. Бруски оторцовывают на "ус" в станке при изготовлении партии рамок.
Мебель изготовляют в машинных и производственных мастерских. В машинных мастерских выполняют механическую обработку, облицовывание, отделку. Мастерские имеют заготовительный и отделочный цехи. В заготовительном цехе производят раскрой, обработку черновых и листовых заготовок, облицовывание, повторную механическую обработку, в отделочном цехе - нанесение отделочных материалов, облагораживание, столярное полирование.
Степень оснащения заготовительных и отделочных цехов оборудованием может быть различной и зависит от наличия производственных площадей, оборудования цехов базовых предприятий и возможностей его использования, наличия приточно-вытяжной вентиляции в учебных мастерских и т. п.
Оборудование в цехах машинных учебных мастерских устанавливают, как правило, по групповому принципу (группами, включающими станки одного назначения), так как загрузка станков в машинных учебных мастерских невелика.
В производственных учебных мастерских производят обработку с помощью ручного и механизированного инструмента, а также сборку изделий. Производственные учебные мастерские оборудуют столярными верстаками, механизированным инструментом, нестандартными круглопильными станками (рис. 152).
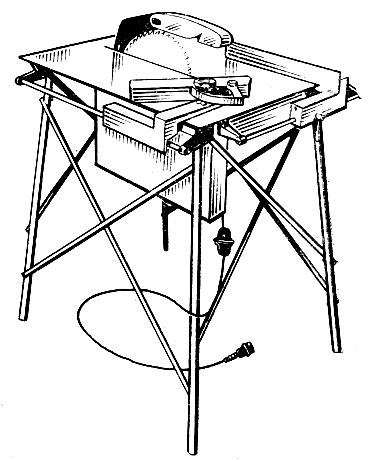
Рис. 152. Нестандартный круглопильный станок
Для транспортировки заготовок и готовых изделий применяют тележки (рис. 153, а, б), для транспортировки и хранения струбцин, цвинг, шпона - этажерки (рис. 153, в, г).
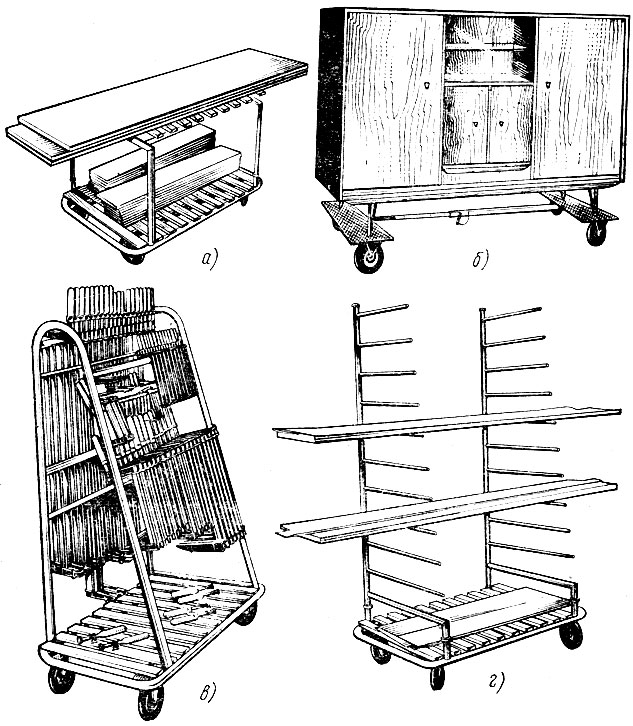
Рис. 153. Оборудование производственных учебных мастерских: а, б - тележки, в, г - этажерки
Для облицовывания шпоном пластей плит производственные мастерские оборудуют струбцинами, для склеивания плит, облицовывания кромок, сборки изделий - пневматическими или механическими ваймами и станками. Для приготовления клея, подогрева прокладок и древесины вблизи хомутовых струбцин устанавливают электроплиты.
В производственных мастерских должно быть предусмотрено рабочее место для заточки ручного инструмента. Оно оборудуется емкостью для воды, заточными брусками и станками.
электронные автономные гостиничные замки
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'