Ссылки
§ 28. Подготовка поверхности к отделке
Подготовка поверхности к отделке жидкими лакокрасочными материалами делится на столярную и отделочную. И в той ив другой различают подготовку под прозрачные и непрозрачные покрытия.
Столярная подготовка под прозрачную отделку. Отделываемую поверхность зачищают механической обработкой: строгают шлифтиком, циклей, шлифуют шкурками. Подготовленная под прозрачную отделку поверхность должна быть гладкой и ровной. Небольшие трещины в шпоне, вырывы волокон заделывают шпатлевкой, подобранной под цвет отделываемой поверхности. Обычно шпатлевку изготовляют из древесной пыли, смешанной с клеем. Чтобы придать шпатлевке требуемый цвет, ее подкрашивают. Шпатлюют поверхность перед шлифованием.
На подготовленных под прозрачную отделку поверхностях не допускаются пороки, превышающие нормы, предусмотренные техническими требованиями на мебель. Шероховатость поверхности под отделку при прозрачном покрытии должна быть не ниже 9-го класса (ГОСТ 7016-75).
Столярная подготовка под непрозрачную отделку. При столярной подготовке под непрозрачную отделку высверливают и заделывают пробками сучки, подвергают поверхности механической обработке строганием, фрезерованием или шлифованием. Шероховатость поверхности под отделочную подготовку при непрозрачном покрытии должна быть в пределах 6-8-го классов (ГОСТ 7016-75).
Отделочная подготовка под прозрачную отделку. При подготовке выполняют следующие операции: удаление ворса, обессмоливание, отбеливание, окрашивание, огрунтовку, порозаполнение. В промежутках между операциями поверхности сушат и удаляют с них пыль. Шероховатость поверхности после отделочной подготовки должна быть не ниже 10-го класса (ГОСТ 7016-75).
Удаление ворса. Подготовленная механическим способом поверхность древесины имеет ворс в виде приглаженных и неприглаженных волокон древесины.
При увлажнении древесины растворами красителя или лаков приглаженный ворс в результате набухания древесины поднимается. В таком виде она непригодна к отделке.
Для удаления ворса поверхность увлажняют, просушивают и шлифуют вручную или на станках шкуркой № 6-8. Для увлажнения поверхности применяют теплую воду, однако для полного удаления ворса при использовании воды требуется не менее трехкратного увлажнения с последующим шлифованием, так как после шлифования удаляется только часть ворса, а оставшаяся часть вновь приглаживается к поверхности.
Чтобы при шлифовании ворс не приглаживался, а срезался зернами шкурки, необходимо придать ворсу жесткость. Для этого поверхность увлажняют 3-5%-ным раствором глютинового клея в теплой воде.
При отделке полиэфирными лаками ворс не удаляют, так как эти лаки не вызывают заметного набухания древесины.
Обессмоливание. Необходимость обессмоливания может возникнуть при отделке древесины хвойных пород. Наличие смолы приводит к засаливанию шкурки при шлифовании, ухудшает адгезию лакокрасочных материалов.
Для обессмоливания применяют 25%-ный водный раствор ацетона, 5-6%-ный водный раствор кальцинированной соды или смесь этих растворов в отношении 1:4. Обессмоливающие составы в подогретом виде наносят щеткой на поверхность и после растворения смолы смывают теплой водой или слабым раствором кальцинированной соды.
Отбеливание. Назначение отбеливания - искусственное изменение цвета древесины с целью осветления и получения равномерного цвета отделываемой поверхности путем воздействия на нее отбеливающих составов. Осветление светлых пород древесины, например березы, клена, ясеня, позволяет расширить цветовую гамму отделки мебели. Для осветления применяют комбинированные составы, изготовляемые по рецептуре, части по массе:
| Наименование | 1-й состав | 2-й состав |
|---|---|---|
| Перекись водорода 20%-ная | 100 | 100 |
| Жидкое стекло | 10-50 | - |
| Аммиачная вода 20%-ная | - | 10 |
Перед осветлением комбинированным составом поверхность древесины предварительно обрабатывают 40-42%-ным раствором едкого натра, промывают водой, затем обрабатывают 2-4%-ным раствором щавелевой или уксусной кислоты и снова промывают водой.
Отбеливание выполняют щеткой или тампоном, нанося слой раствора на поверхность и смывая его теплой водой после нескольких минут выдержки. При отбеливании необходимо пользоваться резиновыми перчатками.
Окрашивание. Чтобы придать древесине новую окраску и сохранить при этом ее текстуру, древесину окрашивают. Различают крашение водорастворимыми красителями, пигментное, или "сухое", и поренбейцами.
Из водорастворимых красителей применяют анилиновые и протравные. Водные растворы анилиновых красителей окрашивают поверхность древесины в цвет красящего раствора. Действие протравных красителей основано на окрашивании древесины в результате химического взаимодействия красителей с дубильными веществами.
Водорастворимыми красителями древесину окрашивают вручную, окунанием, пневматическим распылением, вальцами.
При крашении вручную окрашиваемую поверхность обильно смачивают раствором красителя тампоном или поролоновой губкой, затем насухо протирают сухим тампоном вдоль волокон древесины.
При крашении методом окунания детали навешивают на подвески и погружают в ванну с раствором. Скорость погружения, время нахождения детали в растворе и скорость извлечения детали из ванны определяют опытным путем. После извлечения из ванны деталь устанавливают так, чтобы краситель свободно стекал с нее. Детали не протирают. Методом окунания красят в основном точеные детали.
При крашении пневматическим распылением раствор красителя наносят краскораспылителем на поверхность вдоль и поперек волокон древесины. Излишки красителя снимают с поверхности тампоном. Давление воздуха: при входе в краскораспылитель 3,5-4,0 кгс/см2, на раствор красителя - 0,1-0,5 кгс/см2. Расстояние от сопла до обрабатываемой поверхности 250-350 мм, диаметр отверстия сопла 1,5-2,0 мм. Скорость перемещения краскораспылителя 30-40 м/мин.
Окрашивание вальцами выполняют в станках, предназначенных для нанесения клея. Для равномерного окрашивания вальцы обертывают поролоном. Скорость подачи заготовки 6-12 м/мин.
После окрашивания растворами красителей заготовки сушат в условиях цеха или в камерах с принудительной циркуляцией нагретого воздуха (конвективная сушка). Время сушки в условиях цеха при температуре 18-23°С не менее 3 ч, в конвективной сушильной камере при температуре 45-50°С 10 мин, при температуре 80-85°С 5 мин.
При окрашивании водными растворами красителей глубина крашения составляет обычно не более 0,5 мм. Недостаток окрашивания водными растворами - поднятие ворса на окрашенной поверхности. Поэтому после высыхания окрашенную поверхность протирают вдоль волокон жесткой тканью или мягкой стружкой, чтобы пригладить ворс и удалить излишки красителя.
"Сухое" крашение производят пневматическим распылением водорастворимых красителей. Сущность "сухого" крашения заключается в следующем. При пневмораспылении раствора красителя под давлением воздуха при входе в краскораспылитель 5-6 кгс/см2, на расстоянии от окрашиваемой поверхности 400-500 мм и диаметре сопла 1,5-1,8 мм частицы раствора красителя высыхают в воздухе, а на окрашиваемую поверхность напыляется сухой краситель, выполняющий в данном случае роль пигмента. После "сухого" крашения поверхность не требует сушки и удаления ворса. "Сухое" крашение выполняют непосредственно перед нанесением лака, который закрепляет сухой краситель на поверхности. Недостаток "сухого" крашения - частично закрывается текстура древесины.
Поренбейцы - жидкие лакокрасочные материалы, предназначенные для поверхностного окрашивания древесины и одновременного огрунтовывания. Поренбейцы обеспечивают равномерное окрашивание древесины и не поднимают ворса.
Поренбейцы на плоскости заготовок наносят на вальцовых станках при скорости подачи заготовки 5-15 м/мин, на кромки заготовок - пневматическим распылением. После нанесения поренбейца заготовки сушат в камерах с облучением инфракрасными лучами (терморадиационная сушка). Время сушки при температуре 40-45°С составляет 10 мин.
Огрунтовывание и порозаполнение. Огрунтовывание и порозаполнение позволяют значительно сократить расход лака и улучшить качество отделки.
При отделке спиртовыми лаками огрунтовывание и порозаполнение производят мастиками из пчелиного воска. Восковые мастики равномерно наносят на поверхность тампоном, втирают в поры древесины и выдерживают в условиях цеха до испарения находящегося в мастике растворителя (скипидар, уайт-спирит). Затем поверхность растирают жесткой тканью до появления матового блеска.
При отделке спиртовыми политурами поверхности огрунтовывают мало концентрированными политурами (3-5%-ными) или нитролаками. Нанесенный тампоном тонкий слой политуры или нитролака сушат в условиях цеха в течение 5-10 мин и шлифуют вручную шкуркой № 5-6. Поверхность огрунтовывают обычно два-три раза с промежуточным шлифованием.
Под отделку нитролаками применяют специальные грунтовки. Грунтовку на древесину наносят вручную, пневматическим распылением, вальцами, обливом.
Вручную грунтовки наносят кистью или тампоном и растирают по поверхности. Пневматическим распылением наносят грунтовки вязкостью 30±5 с по вискозиметру ВЗ-4. Давление воздуха на входе в распылитель 3,0-5,0 кгс/см2, давление воздуха на грунтовочный состав 0,5-1,0 кгс/см2. Грунтовки на поверхность наносят тонким слоем перекрестным способом. Распыление производят на расстоянии 250-400 мм от поверхности, диаметр отверстия сопла распылителя - 1,5-2,2 мм.
Вальцами грунтовку наносят на станках. Скорость подачи заготовок 8-12 м/мин. Для нанесения грунтовок обливом применяют лаконаливные машины. Ширина щели головки машины, скорость движения конвейера, уровень и давление лака в головке регулируются в зависимости от удельной нормы расхода грунтовки (примерно 135 г/м2). Грунтовку наносят один раз.
После нанесения грунтовочные покрытия сушат и шлифуют. Время сушки в условиях цеха при температуре 18-23°С составляет 1-2 ч, в конвективной сушильной камере при температуре 45-50°С - 20-25 мин в зависимости от марки грунтовки. Шлифуют заготовки после огрунтовывания шкуркой № 5-6.
Порозаполнители при отделке нитролаками наносят так, чтобы порошок-наполнитель заполнил поры древесины. Порозаполнитель наносят вручную тампоном или вальцами.
При нанесении тампоном порозаполнитель втирают в поры древесины. Для нанесения вальцами применяют специальные вальцовые станки, изготовляемые на мебельных предприятиях. По конструкции такие станки бывают с втирающей линейкой-ракелем или с втирающим вальцом.
В вальцово-раскельном станке (рис. 125, а) заготовки подаются вальцами 1, порозаполнитель из ванны 4 - наносящим вальцом 6 на поверхность заготовки; количество наносимого порозаполнителя регулируется дозирующим вальцом 7. Ракелем 5 втирается порозаполнитель, а ракелем 2 излишки порозаполнителя снимаются и сбрасываются в ванну 3.
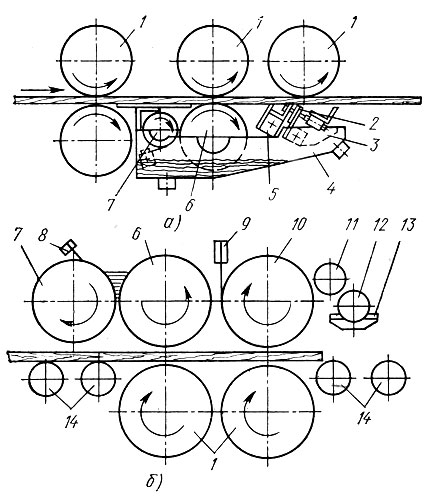
Рис. 125. Схемы станков для порозаполнения: а - вальцово-ракельный, б - с втирающим вальцом; 1 - подающие вальцы, 2 - ракель для снятия излишков порозаполнителя, 3 - ванна для излишков порозаполнителя, 4 - ванна для порозаполнителя, 5 - втирающий ракель, 6 - наносящие вальцы, 7 - дозирующие вальцы, 8 - пластина для очистки дозирующего вальца, 9 - пластина для очистки втирающего вальца, 10 - втирающий валец, 11, 12 - ролики, 13 - ванна, 14 - роликовый стол
На станках с втирающим вальцом (рис. 125, б) порозаполнитель втирается в заготовку, перемещаемую по роликовому столу 14, втирающим вальцом 10. Во время работы станка пластина 8 снимает излишки порозаполнителя с поверхности дозирующего вальца, а пластина 9 - с поверхности втирающего вальца. Посредством роликов 11 и 12 поверхность втирающего вальца от прилипания порозаполнителя смачивается растворителем, который находится в ванне 13. После нанесения порозаполнителя заготовки сушат и шлифуют. Режимы шлифования те же, что и огрунтованных заготовок. Шлифуют заготовки шкуркой № 3-4.
Огрунтовывание и порозаполнение, как правило, редко применяют под полиэфирный лак, так как он способен образовывать толстые покрытия с малой усадкой.
Пемзовой пудрой при отделке шеллачными политурами порозаполнение производят в процессе полирования.
Отделочная подготовка под непрозрачную отделку. Такая отделка включает в себя операции обессмоливания, огрунтовывания, местного и сплошного шпатлевания. Шероховатость поверхности после отделочной подготовки должна быть не ниже 10-го класса.
Огрунтовывание. Для огрунтовывания под непрозрачные покрытия применяют пигментированные грунтовки, как правило, соответствующие по цвету основному лакокрасочному материалу. Для непрозрачной отделки используют глифталевые, казеиновые, канифольно-казеиновые, масляные, нитроцеллюлозные и другие грунтовки. Грунтовки наносят вручную тампоном, пневматическим распылением, обливом, вальцами. Нанесение грунтовок под непрозрачные покрытия и применяемое оборудование по существу не отличаются от нанесения грунтовок под прозрачные покрытия.
Местное шпатлевание. Местное шпатлевание производится густыми шпатлевками или замазками. При этом заполняют крупные углубления и трещины. Шпатлевание выполняют ручными шпателями, представляющими собой металлическую пластинку с ручкой или деревянную лопаточку.
Шпатлевку наносят на поверхность кистью, а затем шпателем снимают ее излишки, одновременно заполняя углубления. Количество проходов шпателем может быть различным в зависимости от характера неровностей поверхности. При местном шпатлевании глубоких дефектов шпатлевку наносят несколько раз, так как. шпатлевки и замазки дают значительную объемную усадку при высыхании. После высыхания шпатлевки поверхность шлифуют шкурками № 4-6.
Сплошное шпатлевание. Сплошное шпатлевание выполняют, чтобы выровнять всю поверхность и окрасить ее в фоновый цвет. Сплошное шпатлевание производят пневматическим распылением, обливом, вальцами на станках с ракелем или втирающим вальцом. Процессы сплошного шпатлевания по существу не отличаются от операций огрунтовывания и порозаполнения при прозрачной отделке. После нанесения шпатлевки сушат при температуре цеха 18-23°С для нитроцеллюлозных шпатлевок в течение 3 ч, в конвективных сушилках при 60-70°С для полиэфирной шпатлевки в течение 2,5-3 ч и при 40-45°С для нитроцеллюлозных шпатлевок в течение 1 ч, а также в терморадиационных ультрафиолетовых сушилках в течение 1,5-3 мин.
Применение сушильных камер с ультрафиолетовым излучением позволяет довести срок сушки полиэфирных шпатлевок до 30 с. Одновременно в шпатлевку вводят ускоритель процесса сушки - сенсибилизатор.
После сушки зашпатлеванную поверхность шлифуют шлифовальными шкурками № 4-6.
Зашпатлеванная поверхность должна быть ровной, без пропусков и потеков шпатлевки.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'