Ссылки
Глава IV. Обработка на станках и механизированным инструментом
§ 12. Общие сведения о станках и механизированный инструмент
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам.
По назначению различают станки целевого назначения и универсальные. К группе станков целевого назначения относятся станки, на которых можно выполнять определенные операции по обработке заготовок, например пиление на круглопильных станках, сверление на сверлильных станках. К группе универсальных станков относятся станки, на которых можно выполнять различные по назначению операции. Примером универсального станка может служить фрезерный станок с ручной подачей, на котором можно выполнять операции по обработке прямолинейных и криволинейных поверхностей, запиливание шипов и проушин и ряд других работ. Существуют также широкоуниверсальные станки, снабженные поворотными в разных направлениях шпинделями или несколькими шпинделями и оснащенные различными приспособлениями, что позволяет выполнять на них большое количество различных операций. Широкоуниверсальные станки применяются на предприятиях с индивидуальным производством или в учебных мастерских.
По характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. В цикловых станках заготовка или инструмент перемещаются периодически. У проходных станков заготовки непрерывным потоком подаются на режущий инструмент, поэтому такие станки более производительны, чем цикловые.
По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. У полумеханизированных станков механизирован процесс обработки, а заготовки подаются вручную. У механизированных станков механизирована обработка и подача заготовок, но отсутствует автоматическое управление процессом обработки.
У полуавтоматов часть, а у автоматов все операции автоматизированы, т. е. выполняются механически в заданном режиме.
В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные.
По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования. К станкам, работающим с образованием стружки, относятся: пильные (круглопильные, ленточнопильные, лобзиковые), фрезерующие (фуговальные, рейсмусовые, фрезерные, шипорезные), сверлильные долбежные, токарные, в том числе кругло-палочные и копировальные, шлифовальные.
Из станков, работающих без стружкообразования, на мебельных предприятиях применяют, например, ножницы для резки шпона.
При обработке на станках происходит взаимодействие между обрабатываемой заготовкой и рабочим органом станка. Рабочие органы делятся на главные и вспомогательные.
Главные (обрабатывающие) органы выполняют подачу и обработку (резание) заготовок. К ним относятся механизмы резания, например шпиндели, несущие режущие инструменты и механизмы подачи (вальцы, конвейеры, цепи).
Вспомогательные рабочие органы выполняют операции базирования (плиты, направляющие линейки), настройку, загрузочно-разгрузочные операции (бункера, магазины), контроля.
Кроме рабочих органов станки имеют двигательные и передаточные механизмы и опорные элементы.
Двигательные (приходные) механизмы осуществляют движения резания и подачи. К ним относятся электрические, гидравлические и пневматические приводы.
Передаточные механизмы служат для передачи движения от приводного механизма. К ним относятся различные виды передач (зубчатая, ременная, цепная), редукторы и т. п.
В качестве опорных элементов предназначены станины, опоры валов, специальные столы.
Применение механизированного инструмента при выполнении различных операций механической обработки древесины позволяет значительно повысить производительность труда по сравнению с обработкой ручным инструментом.
При изготовлении мебели применяют ручные дисковые электропилы, электрические ручные рубанки, ручные сверлильные и шлифовальные пневматические машины.
Дисковая электропила показана на рис. 52, а. Электродвигатель электропилы через редуктор приводит во вращение шпиндель с насаженной на него дисковой пилой. Пильный диск закрывается верхним неподвижным и нижним подвижным защитными кожухами. Для установки пильного диска на нужную глубину пиления пила снабжена подвижной панелью. Электродвигатель охлаждается вентилятором.
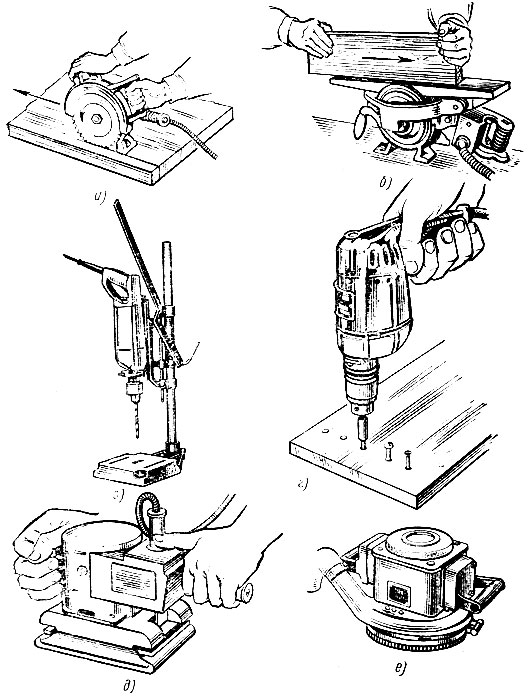
Рис. 52. Ручной механизированный инструмент: а - электропила, б - электрорубанок, б, г - сверлильные машины, д - шлифовальная машина с прямоугольной площадкой, е - шлифовальная машина с дисковой площадкой
Промышленностью выпускаются электропилы марок ИЭ-5106, ИЭ-5102А, которые имеют примерно одинаковые показатели.
Техническая характеристика электропилы ИЭ-5106
Диаметр пильного диска, мм.................169 Наибольшая глубина пропила, мм.............55 Частота вращения пильного диска, об/мин....2900 Скорость резания, м/с......................25 Электродвигатель: мощность, кВт..............................0,6 напряжение, В..............................220 Масса, кг..................................5
Дисковые электропилы применяют для раскроя листовых (древесностружечные и столярные плиты) материалов на черновые заготовки. При раскрое дисковую электропилу устанавливают панелью на распиливаемый материал, включают электродвигатель и плавно, без толчков, передвигают пилу вдоль разметочной риски. При заклинивании пильного диска в распиливаемом материале нужно отодвинуть пилу назад и снова продолжать пиление. Заклинивание происходит, когда нарушена прямолинейность распиливания, поэтому важно при распиливании придерживаться разметочной риски.
Ручные электрические стационарные рубанки (рис. 52, б) применяют в учебных мастерских. Они состоят из металлического корпуса, электродвигателя, цилиндрической фрезы со вставными плоскими ножами, опорного стола, направляющей линейки, приспособлений для стационарной установки электрорубанка на деревянную подставку и защитных.
Техническая характеристика электрорубанка (ГОСТ 8306-73)
Наибольшая ширина фрезерования за один проход, мм....100 Наибольшая глубина фрезерования за один проход, мм...2-3 Скорость резания, м/с................................25-35 Масса без кабеля, кг.................................7,5-14,5
На электрорубанке фрезеруют заготовки "в угол", а также снимают у заготовок большие припуски. Скорость подачи заготовки при фрезеровании не более 4 м/мин. Принципы обработки заготовок на стационарных электрорубанках те же, что и на фуговальных станках с ручной подачей.
Машины ручные сверлильные пневматические (рис. 52, в, г) ИЭ-1008, ИЭ-1031 и др. применяют для сверления отверстий диаметром не более 9 мм и завертывания шурупов. Частота вращения шпинделя на холостом ходу составляет 1380 об/мин. Масса машин без кабеля соответственно 1,54 и 1,6 кг. Машины приводятся в действие сжатым воздухом, который поступает к двигателю из цеховой магистрали по резиновому шлангу под давлением 5 кгс/см2.
Ручные электрические и пневматические шлифовальные машины (рис. 52, д, е) применяют для зачистки поверхностей шлифовальной шкуркой. Машины имеют шлифовальную прямоугольную или дисковую площадку. При работе прямоугольная площадка совершает возвратно-поступательные прямолинейные или вибрационные эллипсовидные движения. Величина хода площадки 5-10 мм, число ходов до 5000 в минуту. Размеры площадок 50-85×100-200 мм.
Частота вращения диска машин с дисковой площадкой 6000 об/мин. Диаметры дисков 100-200 мм.
Рабочие поверхности площадки и диска обычно обтянуты фетром, поверх которого крепят шкурку. При шлифовании рабочая поверхность площадки или диска должна прилегать к обрабатываемой поверхности всей площадью. Шлифуют поверхность легким нажимом шкурки на обрабатываемую поверхность.
Недостаток дисковых машин - неодинаковая скорость шлифования - от нулевой в центре до максимальной у кромки, а также дугообразный характер оставляемых абразивными зернами шкурки рисок.
При работе с механизированным инструментом необходимо соблюдать правила техники безопасности.
До работы надо проверить исправность инструмента.
Пильный диск электропилы, ножи электрорубанка должны быть остро заточены. Пильный диск электропилы должен быть прочно закреплен и огражден защитным кожухом.
Конструкция фрезы электрорубанка должна исключать возможность выпадения ножей из пазов корпуса фрезы при ослаблении их крепления.
При пользовании стационарным электрорубанком открытая часть фрезы ограждается самозакрывающимся защитным приспособлением. Пальцы рук рабочего не должны находиться над фрезой.
На электрорубанке нельзя обрабатывать заготовки длиной менее 300 мм.
Электроинструменты должны быть заземлены.
Шлифовальные круги должны быть ограждены защитным кожухом и надежно закреплены на шлифовальной машине.
Запрещается устанавливать на инструментах различные устройства, не предусмотренные рабочими чертежами.
К работе с механизированным инструментом допускаются рабочие, изучившие правила техники безопасности.
Правила техники безопасности вывешивают вблизи рабочих мест.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'