Ссылки
Глава IX. Допуски и посадки, шероховатость поверхности
§ 33. Допуски и посадки. Основные понятия и термины
Указанные конструктором на чертеже размеры не могут быть выполнены абсолютно точно. Размеры полученных деталей имеют некоторую погрешность, т. е. некоторое несоответствие размерам, указанным в чертеже. Величина погрешности зависит от точности работы станка, на котором деталь обрабатывали; от точности и величины износа инструмента и приспособлений; от деформации детали при обработке и свойств ее материала; от точности измерительного инструмента и ряда других факторов. Вместе с тем для каждого размера могут быть допущены определенные отклонения от заданного значения без ущерба для качества изделия и взаимозаменяемости его деталей и с учетом того, чтобы в собранном изделии были обеспечены необходимые сопряжения соединяемых деталей. Поэтому конструктор должен указывать на чертеже величины допустимых погрешностей, при которых обеспечивается взаимозаменяемость составных частей изделия и его надежная эксплуатация.
Мебельные изделия состоят из элементов, которые в процессе эксплуатации совершают относительное движение или находятся в относительном покое. Два подвижно или неподвижно соединяемых друг с другом элемента называются сопрягаемыми. Поверхности и размеры, по которым происходит соединение двух деталей, называются соответственно сопрягаемыми поверхностями, или сопрягаемыми размерами. При соединении сопрягаемых поверхностей различают охватываемую и охватывающую поверхности и соответственно охватывающий и охватываемый размеры. У цилиндрических соединений охватывающая поверхность называется "отверстие", а охватываемая - "вал". Названия "отверстие" и "вал" условно применимы ко всем охватывающим и охватываемым поверхностям, например к проушине и шипу.
Номинальный размер детали, узла или изделия является основным размером, который рассчитывают при конструировании и проставляют на чертеже.
Действительный размер определяют при измерении соответствующими измерительными инструментами полученной после обработки детали.
Предельными называются такие размеры, между которыми может колебаться действительный размер. Наибольшим предельным размером является сумма номинального размера и верхнего предельного отклонения, а наименьшим предельным размером - сумма номинального размера и нижнего предельного отклонения.
Верхним предельным отклонением называется разность между наибольшим предельным и номинальным размерами. Нижним предельным отклонением называется разность между наименьшим предельным и номинальным размерами.
Допуском называется разность между наибольшим и наименьшим предельными размерами. Допуск всегда является величиной положительной; этой величиной определяется степень точности обработки деталей. Так, при изготовлении шипа толщиной 10 мм с отклонениями в пределах +0,35 и +0,10 размер 10 мм является номинальным, отклонение +0,35 мм - верхним предельным отклонением, +0,10 мм - нижним предельным отклонением. Наибольшим предельным размером шипа будет 10+0,35=10, 35 мм, а наименьшим-1:0+0,10=10,10 мм. Допуск размера равен: 10,35-10,10=0,25 мм. Ширина проушин для данного шипа будет равна 10 мм с отклонениями в пределах от 0 до +0,25 мм. Размер 10 мм также является номинальным размером проушины, отклонение 0 - нижним предельным отклонением, +0,25 - верхним предельным отклонением. Наименьшим предельным размером проушины будет 10+0=10,0 мм, а наибольшим 10+0,25=10,25мм. Допуск размера равен 10,25-10,0=0,25 мм. Расстояние между наибольшим и наименьшим предельными размерами называется полем допуска. Графическое толкование допуска приведено на рис. 123.
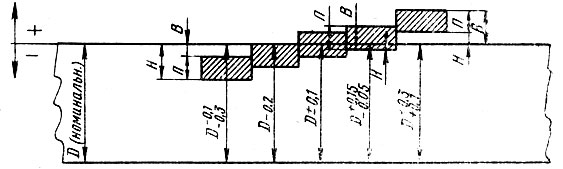
Рис. 123. Пример графического толкования допуска: Н - нижнее отклонение, В - верхнее отклонение, П - поле допуска
Зазором называется положительная разность между размерами отверстия и вала. Так, например, благодаря зазору ящик стола движется в своем гнезде свободно. Наибольшим зазором называется разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Натягом называется отрицательная разность между размерами отверстия и размерами вала, создающая после их сборки неподвижное соединение. Наибольшим натягом называется разность между наименьшими предельными размерами отверстия и наибольшими предельными размерами вала. Наименьший натяг - разность между наибольшими предельными размерами отверстия и наименьшими размерами вала.
Свободными называются несопрягаемые размеры. К свободным относят также и те размеры, которые после сборки деталей подвергнутся изменениям в результате последующей обработки деталей.
Посадкой называется характер сопряжений, определяющих плотность или взаимную подвижность двух или нескольких связанных между собой деталей.
В производстве мебели все посадки, установленные нормативными материалами, осуществлены по системе отверстия. Эта система характеризуется тем, что поле допуска отверстия направлено в сторону увеличения (в тело), а поле допуска вала является величиной переменной и зависит от выбранных посадок. Размер отверстия в этом случае называется основным размером, а размер вала - присоединительным размером.
При конструировании мебели очень важно правильно назначить предельные отклонения размеров и определить характер посадок сопрягаемых поверхностей. При назначении предельных отклонений размеров взаимозаменяемых элементов конструктор должен соблюдать следующие два правила:
1) на чертеже нужно указывать наибольшие допустимые предельные отклонения размеров;
2) требования к точности изделий не должны превышать технических возможностей производства.
Соблюдение первого правила диктуется экономическими соображениями. Конструктор должен стремиться к тому, чтобы заданная им точность изготовления деталей не превышала бы точности, достижимой при нормальных условиях работы, исправном оборудовании и стандартном качестве инструмента.
Соблюдение второго правила диктуется техническими возможностями производства. Иногда повышенные требования к точности изготовления деталей обусловлены тем, что конструктор недостаточно внимательно изучил условия производства. В подобных случаях часто при более тщательном анализе конструкции удается расширить рекомендуемые ранее предельные отклонения без ущерба для качества изготовляемых деталей. Если же условия взаимозаменяемости требуют выполнения деталей с повышенной для данного производства точностью, тогда прибегают к совместной обработке сопрягаемых деталей или к ручной их пригонке.
Конструктор назначает предельные отклонения в соответствии с существующими стандартами, рекомендациями или определяют их расчетным путем. Расчетные величины погрешностей должны согласовываться с допусками, устанавливаемыми при конструировании детали. При этом всегда нужно соблюдать условие:
где Δк - допуск, назначенный конструктором;
Δрасч - величина поля рассеивания погрешностей размеров, характеризующая расстояние между наибольшим и наименьшим предельными размерами, полученными расчетным путем.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'