Ссылки
§ 26. Металлические литые детали мебели
Металлические литые детали мебели изготовляют из цветных сплавов способом литья под давлением.
Указанным способом можно получать изделия сложной формы, высокой точности, с высоким качеством поверхности.
В производстве мебели литьем под давлением из металлических сплавов изготовляют в основном лицевую фурнитуру, а также детали крепежной фурнитуры, когда их нельзя получить из металла способом холодной штамповки, а их прочность при изготовлении из пластмасс будет недостаточной. Некоторые виды лицевой фурнитуры, изготовленной литьем под давлением из металлических сплавов, показаны на рис. 87.
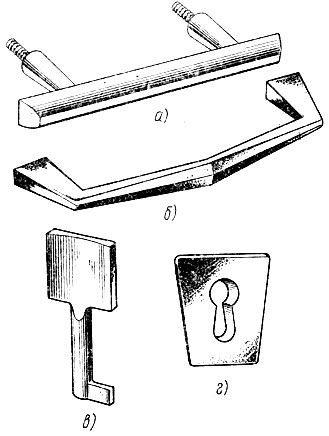
Рис. 87. Изделия лицевой фурнитуры из металлических сплавов: а, б - ручки-скобы, в - ключ-ручка, г - ключевина
При конструировании металлических литых изделий необходимо соблюдать технологические и конструктивные требования, приведенные ниже.
Технологические уклоны. Величину технологических (литейных) уклонов назначают в зависимости от применяемого сплава. Чем больше усадка сплава, тем больше должны быть литейные уклоны. Минимальные значения литейных уклонов приведены в табл. 25.
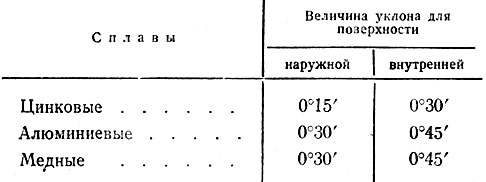
Таблица 25. Минимальные значения литейных уклонов отливок
Если литейные уклоны выполняются в пределах допуска на размер, то номинальный размер двустороннего уклона должен быть принят с учетом поля допуска.
Закругления. При проектировании литых деталей следует избегать острых углов, так как острые углы при отливке деталей способствуют образованию трещин, кроме того, для вытеснения воздуха из острых углов форм и заполнения их сплавом необходимо большое давление.
Острые углы в отливках допускаются только в линии разъема форм и в местах, обусловленных изготовлением формы.
Минимальный радиус r закругления следует брать равным 1/3 толщины стенки, а при разных толщинах сопрягаемых стенок определять по формуле:
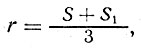
где S и S1 -толщины сопрягаемых стенок.
Полученную расчетную величину округляют до ближайшей величины, соответствующей ГОСТ 10948-64.
Стенки. Отливки должны иметь толщину стенок, обеспечивающую достаточную прочность конструкции. Уменьшение толщины стенок ведет к увеличению производительности литья, так как сокращается время охлаждения отливок в форме. С уменьшением толщины стенок увеличивается толщина плотной мелкозернистой наружной поверхности отливки, что улучшает качество полученной поверхности.
Толщину стенок назначают в зависимости от применяемого сплава и площади сплошной поверхности стенок. Оптимальные толщины стенок при площади сплошной поверхности стенок, не превышающей 25 см2, приведены ниже:
| Сплавы | Толщина стенок отливок,мм |
|---|---|
| Цинковые | 0,8 |
| Алюминиевые | 1,0 |
| Медные | 1,5 |
Толщину стенок из цинковых, алюминиевых и медных сплавов не рекомендуется брать больше 6-8 мм, так как могут образоваться не плотности из-за усадки сплавов и воздушных включений.
Ребра жесткости. Если уменьшение толщины стенок до оптимальных размеров снизит прочность отливки, то следует предусматривать ребра жесткости. Толщину ребер жесткости обычно принимают равной 0,7-1,0 толщины стенок отливки. Ребра жесткости располагают равномерно и симметрично по поверхности отливки.
Отверстия. Отверстия, получаемые в процессе литья, должны иметь конусность в направлении длины, что облегчает удаление отливки из формы. Размеры сквозных и глухих отверстий, получаемых литьем, указаны в табл. 26.
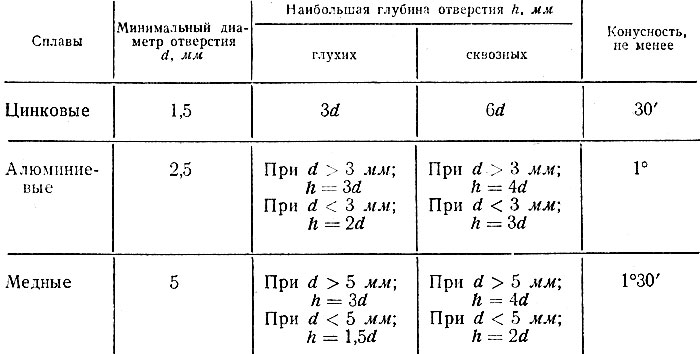
Таблица 26. Размеры отверстий, получаемых в процессе литья
Размеры сквозных отверстий под крепежные детали (болты, винты, заклепки) со стержнями диаметром более 1 мм, устанавливаемые с зазором в литые отверстия, должны соответствовать ГОСТ 11284-65.
Резьбы. Применяемые в мебели резьбовые соединения обычно не требуют большой точности в изготовлении, поэтому резьбы деталей рекомендуется получать в процессе литья. Резьбы деталей, ввинчиваемых в древесину или древесные материалы, следует выполнять с крупным шагом, так как получение таких резьб значительно проще. На рис. 88 показана гайка-втулка мебельной стяжки, наружная резьба которой выполнена литьем.

Рис. 88. Гайка-втулка мебельной стяжки с наружной резьбой, выполненной в процессе литья
Минимальные размеры отливаемых резьб приведены в табл. 27. Резьбу меньшего диаметра и с меньшим шагом нарезают.
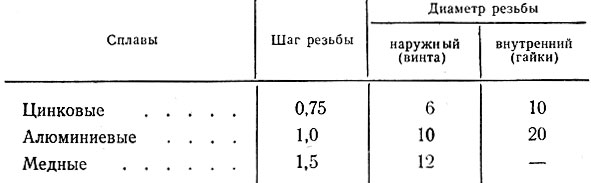
Таблица 27. Минимальные размеры отливаемых резьб, мм
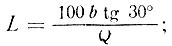
Максимальную длину свинчивания резьбы L (мм) при диаметре резьбы до 10 мм включительно рассчитывают по формуле:
при диаметре резьбы свыше 10 мм
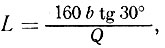
где b - допуск среднего диаметра резьбы, мм;
Q - усадка сплава, %, принимаемая по табл. 28.
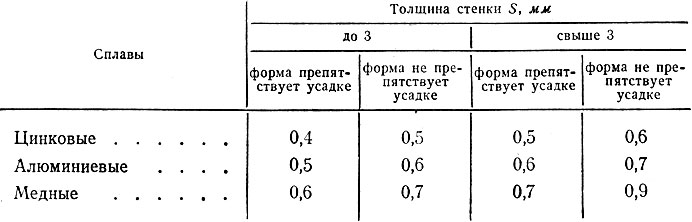
Таблица 28. Усадка сплавов, %, в зависимости от толщины стенки отливки
Армирование изделий. Металлические литые изделия мебели армируют с целью закрепления в отливках крепежных деталей с резьбой. Мебельная ручка, армированная стержнем с резьбой, применяемыми для ее крепления к мебели, показана на рис. 87, а.
Расстояние L стержня до наружной поверхности отливки (рис 89) принимается не менее 0,75 диаметра d стержня.
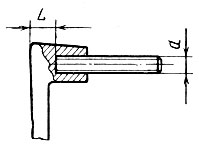
Рис. 89. Закрепление резьбового стержня в отливке мебельной ручки
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://mebel.townevolution.ru/ 'Конструирование и изготовление мебели'